双色/多色注塑成型技术及选材大全!超实用(收藏)
已有人阅读此文 - -
双色注塑即是一个部件用两种塑胶注塑来实现。
广义的双色注塑包括overmolding,通过普通的注塑机,两次注塑来实现。
狭义的双色注塑是指利用双色注塑机,将两种不同的塑料在同一机台注塑完成部件,常见的是旋转式的。
前者对设备要求不高,但是生产效率低下,基本只适用于要求不高度软、硬胶两种材料的成型,后者的适用范围和产品质量好,生产效率高,是目前的趋势。
双色注塑要求
双色注塑的配对材料必须满足两个基本兼容条件,粘合相容和加工过程相容。此外,还必须满足以下要求:
(1)射出单元,平行同向、平行对向、水平及垂直L型、Y型同向单缸射出结构;
(2)混合射嘴,花纹、波浪、流痕、渐层、夹层等特殊射嘴;
(3)夹模,标准型、垂直转盘式、水平转盘式、转轴式、机械手转动式等机构;
(4)加料,除标准油压马达驱动外,还有ESD(ElectricScrewDrive)电动加料结构;
(5)油路,有ACC蓄压高速射出及闭回路设计。
双色注塑特性
性能强节能高:注塑机节能改造后,系统能够快速响应,注塑机能够根据自身的需要对供给进行快速的调整,能够有效提高注塑机电能的利用率,从而达到高效节能。
稳定性好:系统为压力与流量双闭环控制,根据注塑机的需求决定注塑机的供给。系统在给定输入或外界干扰作用下,能在短暂的调节过程后到达新的平衡状态,或者回复到原有的平衡状态。
快速响应性好:快速响应性是伺服系统动态品质的重要标志之一,由于生产过渡过程时间短,一般在200ms以内,为实现超调的要求,要求过渡过程的前沿陡,节能改造后上升率要大,注塑机达到1500转的时间不到0.03秒。
精度高:改造后的精度是指输出量能跟随输入量的精确程度。伺服电机采用永磁技术,准确、迅速,伺服电机采用PLC技术,控制更精确,允许的偏差一般都在0.01~0.00lmm之间。
节能:采用取坯系统,降低电力消费。
提高效率同时降低成本:达到了高响应,高重复性,提高了速度稳定性;采用2种原料或2种颜色可同时成型,大大减少工艺及人力从而实现节约成本;参数设定,系统调节为非常简单的数码操作。
双色注塑材料

双色模具选材
1、耐磨性。坯料在模具型腔中塑性变形时,沿型腔表面既流动又滑动,使型腔表面与坯料间产生剧烈的摩擦,从而导致双色模具因磨损而失效。所以双色模具材料的耐磨性是模具最基本、最重要的性能之一。硬度是影响耐磨性的主要因素。一般情况下,双色模具零件的硬度越高,磨损量越小,耐磨性也越好。另外,耐磨性还与材料中碳化物的种类、数量、形态、大小及分布有关。
2、强韧性。双色模具的工作条件大多十分恶劣,有些常承受较大的冲击负荷,从而导致脆性断裂。为防止双色模具零件在工作时突然脆断,双色模具要具有较高的强度和韧性。双色模具的韧性主要取决于材料的含碳量、晶粒度及组织状态。
3、疲劳断裂性能。双色模具工作过程中,在循环应力的长期作用下,往往导致疲劳断裂。其形式有小能量多次冲击疲劳断裂、拉伸疲劳断裂接触疲劳断裂及弯曲疲劳断裂。双色模具的疲劳断裂性能主要取决于其强度、韧性、硬度、以及材料中夹杂物的含量。
4、高温性能。当双色模具的工作温度较高进,会使硬度和强度下降,导致模具早期磨损或产生塑性变形而失效。因此,双色模具材料应具有较高的抗回火稳定性,以保证双色模具在工作温度下,具有较高的硬度和强度。
5、耐冷热疲劳性能。有些双色模具在工作过程中处于反复加热和冷却的状态,使型腔表面受拉、压力变应力的作用,引起表面龟裂和剥落,增大摩擦力,阻碍塑性变形,降低了尺寸精度,从而导致双色模具失效。冷热疲劳是热作模具失效的主要形式之一,帮这类模具应具有较高的耐冷热疲劳性能。
6、耐蚀性。有些双色模具如塑料模在工作时,由于塑料中存在氯、氟等元素,受热后分解析出HCI、HF等强侵蚀性气体,侵蚀双色模具型腔表面,加大其表面粗糙度,加剧磨损失效。所以在双色模具加工当中必须选择耐腐蚀性优越的材料。
(内容来源:微注塑)
双色注塑原理
双色产品模具最常见的形式是两个相同动模要对应两个不同的定模型腔,其中第二色壳体制品型腔体积往往大于第一色基体制品型腔体积,在第一次基体制品注射后先开模,然后动模利用注射机可旋转结构旋转180°,再合模并采用与第一次注射不同色的原料或不同原料进行第二次注射。
第二次开模后,已完成两次注射的凸模进行脱模动作。第一次原料注射和第二次原料注射是同时进行的,要求注射机上有两个注射喷嘴,分别注射不同颜色或不同的原料,同时其动模固定板要附带有可旋转180°的回转装置,对于大部分匹配材料双色注塑都可采用动模固定板旋转来成型。此时动模不顶出,然后合模,进行第二种材料的注塑,保温冷却后,定、动模被打开,动模侧产品被顶出。
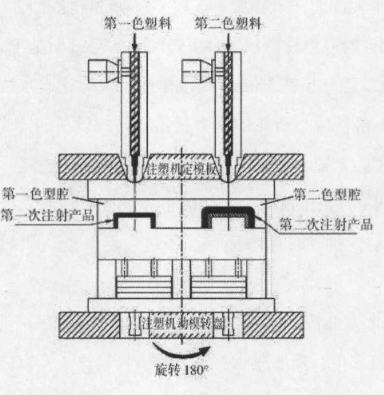
双色注塑机原理图
随着产品的日益复杂。三色甚至四色的成型需求开始出现,通常,三色机有两种类型,即两工位三色机(俗称“假三色”)和三工位三色机(俗称“真三色”)。实际上,两者的区别不在于真假,而是根据产品结构设计的不同,采用不同的转盘控制方式。同样,四色机也可区分为“两工位”及“多工位”的机型。
就技术而言,多工位转盘的控制精度要求明显高于两工位的,机台制造成本也相对较高,所以,不必盲目追求多工位的多色机,而应根据产品结构来选择最恰当的解决方案。
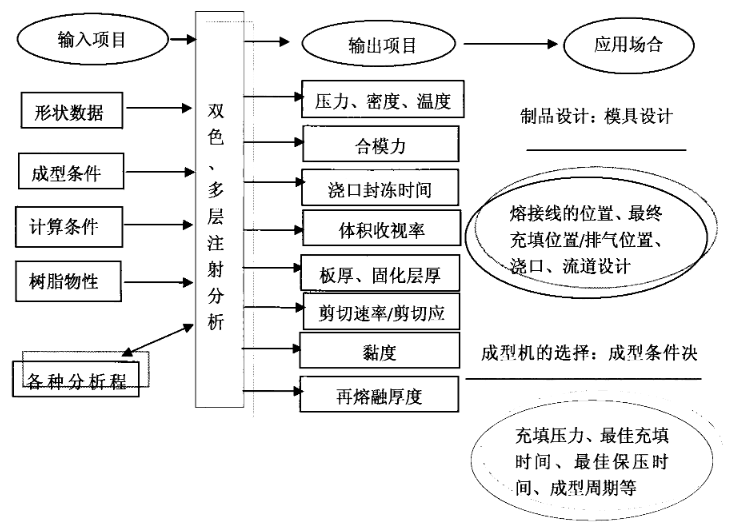
双色/多色制品的注塑分析图
双色模具的结构类型
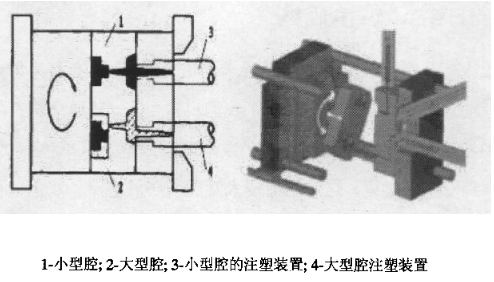
1、型芯旋转式双色注塑结构
首先通过注成型出双色制件的第一部分,然后开模,合模,则第一次成型产品转入大型腔中成为嵌件,注射装置向大型腔中注射另一种颜色的塑料,将塑料嵌件进行包封,即可成型出双色制件。与此同时,注射装置向小型腔中注射第一种塑料,成型出下一塑料嵌件,待制品固化成型后开模,推出双色塑料件,动模旋转,闭模,即完成一次注塑成型周期。
利用这一技术,可大大提高产品设计的自由度,因此常用于汽车用调节轮牙刷及一次性剃须刀等的加工。
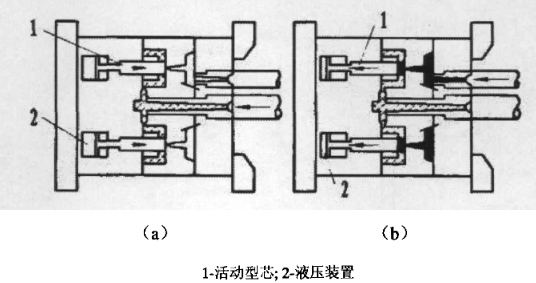
2.收缩模具型芯式双色注射结构
收缩模具型芯式双色注塑技术主要利用了液压装置,对模具进行压缩操作。首先在液压装置的控制下,将能够上下活动的型芯如同活塞一般被推压到顶部上升的位置,并将塑料原料注入,等到第一种原料固化后,将活动的型芯控制落下,再将另一种塑料原料进行注入,再控制液压装置使型芯上升压制,待其固化成型。
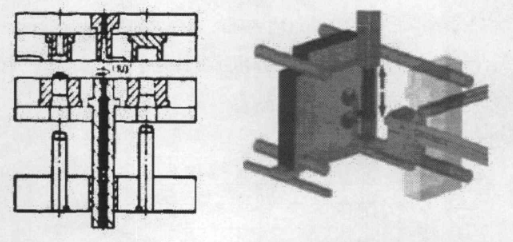
3.脱件板旋转式双色注射结构
先合模、在第一型腔内注射一种塑料,开模式动模部分后退,由于剪切浇口设在定模,故分型时剪切浇道与芯层制件切断分离,但芯层制件仍在动模部分脱件板上。动模继续后退,通过顶杆、拉料杆将主浇道凝料从转轴内的冷料穴中推出脱落,再通过连杆及转轴将脱件板推出。
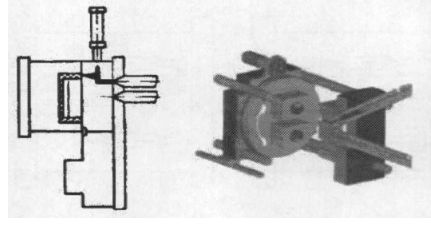
4.型芯滑动式双色注射结构
先将一次型芯移至模具型腔部位,合模、注射第一种塑料,然后冷却开模,安装在模具一侧的传动装置带动一次型芯和二次型芯的滑动,将二次型芯移至型腔部分,合模、注射第二种塑料,冷却、开模、脱出制品及完成一次成型。型芯滑动用于成型尺寸较大的塑料制件。
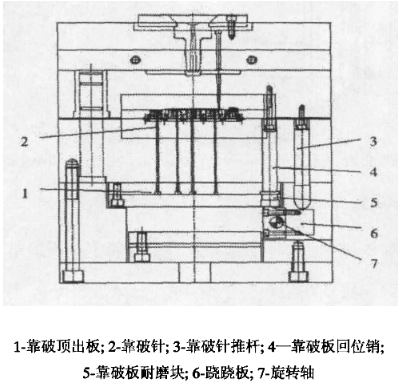
5.跷跷板结构
在一次注塑后,模具打开,靠破针在推杆作用下下行,使得跷跷板绕旋转轴旋转,在跷跷板的推动下将靠破顶出板向上顶出,这样靠破针往上运动,将一次产品封闭区域的边界处靠破出一个靠破孔。接着进行二次注塑合模时,在靠破板回位销的作用靠破针往下运动,让出一个圆形的孔,这样二次料就能从靠破孔钻进封闭区域。

会议日程

时间地点
时间:7月12日9:00-19:30
地点:苏州(苏州汇融广场假日酒店)
苏州市虎丘区城际路21号
(房价:450元含单早,480含双早,订房电话13814894930)
参会收费
1200元/人;
含餐费/会议资料,不含住宿/交通
5人拼团价格:3000元;
付款账户(均可开发票):
公司账户
名称:广州搜料信息技术有限公司
开户行:广发银行广州分行南沙支行
账号:9550880204878900116
注意:会议费用还支持微信或支付宝支付,请联系工作人员;
参会报名
1、手机:18820024460
2、扫描二维码加微信报名(注明 双色)