
注塑机机头溢料的解决方法
- 注塑工艺- 阅 292
搜料网资讯: 溢料(飞边) 溢料又称飞边、溢边、披锋等,大多发生在模具得分合位置上。如:模具的分型面,滑块的滑配部位,镶件的缝隙,顶杆的孔隙等处。溢料不及时解决将会进...
【干货】玻纤增强塑料注射成型时出现浮纤的解决方法
- 注塑工艺- 阅 586
搜料网资讯: 玻纤增强塑料注射成型时,各机构运行基本正常,但制品出现了比较严重的外观质量问题,表面产生了放射状的白色痕迹,而且这种白色痕迹随玻纤含量的增加趋于严重,...
【干货】如何控制注塑产品的色差?
- 注塑工艺- 阅 240
搜料网资讯: 色差是注塑中常见的缺陷, 因配套件颜色差别造成注塑机成批报废的情况并不小见。色差影响因素众多,涉及原料树脂、色母(或色粉)、色母同原料的混合、注塑工艺、...
【干货】如何调较注塑工艺参数?
- 注塑工艺- 阅 270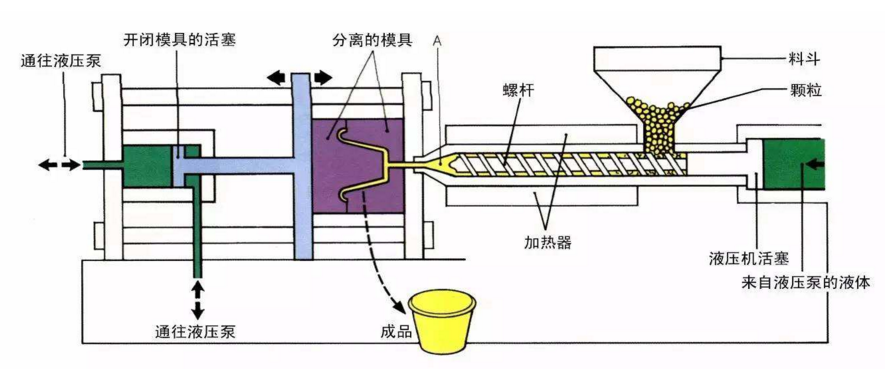
搜料网资讯: 温度 温度的测量和控制在注塑中是十分重要的。虽然进行这些测量是相对地简单,但多数注塑机都没有足够的温度采点或线路。 在多数注塑机上,温度是由热电偶感应的...
【干货】缩水问题难解决时需留意的工艺条件
- 注塑工艺- 阅 342
搜料网资讯: 一、两个不利于解决缩水难题的温度条件 1、 模具温度太低不利于解决缩水难题 硬胶件缩水问题(表面缩凹和内部缩孔)都是因为熔胶冷却收缩时,集中收缩留下的空间得...
【干货】从四个方面分析注塑成型缺陷银丝问题
- 注塑工艺- 阅 299
搜料网资讯: 银纹主要是原料干燥不彻底,由水分或挥发成分造成的(主要有水汽、分解气、溶剂气、空气的干扰)。当产生银丝时,首先要用彻底干燥的颗粒料进行成型实验,若这样...
【干货】微孔发泡注塑制品泡孔的质量该如何提高?
- 注塑工艺- 阅 406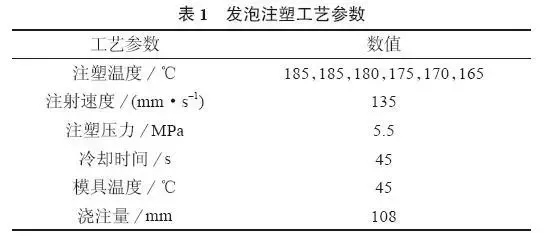
搜料网资讯: 与传统注塑制品相比,微孔发泡注塑制品具有质量更轻、翘曲和内部残余应力更少、尺寸稳定性好、成型周期短等一系列优点。目前,欠注发泡成型是微孔注塑技术中应用...
【干货】PC塑料注塑工艺有气泡的解决方法
- 注塑工艺- 阅 1310
搜料网资讯: PC塑料注塑工艺有气泡的现象很严重,在模具设计上应注意的问题(包括产品的设计)为了防止出现回流动不畅,或冷却不均造成塑料成型不良,产生表面缺陷和变质,一...
【干货】ABS注塑件如何增加光亮度?
- 注塑工艺- 阅 200
搜料网资讯: 一、注塑模具 1.若模具型腔加工不良,如有伤痕、微孔、磨损、粗糙等不足,势必会反应到塑件上,使塑件光泽不良,对此,要精心加工模具,使型腔表面有较小的粗糙度...
【干货】低压注塑成型工艺介绍及其应用领域
- 注塑工艺- 阅 367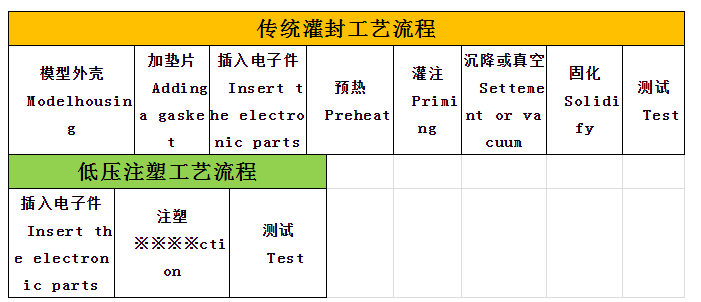
搜料网资讯: 低压注塑成型工艺是一种以很低的注塑压力(1.5~40bar)将热熔材料注入模具并快速固化成型(5~50秒)的系统封装工艺方法,该系统由材料、模具、设备和应用技术组成...
填充、保压、冷却、脱模四个阶段告诉你——什么是塑胶注塑成
- 注塑工艺- 阅 1069
搜料网资讯: 塑胶的注塑成型工艺过程主要包括填充、保压、冷却、脱模四个阶段,这四个阶段直接决定着制品的成型质量,而且这四个阶段是一个完整的连续过程。 一、 填充阶段 填...
注塑工艺中常见产品缺陷及其原因
- 注塑工艺- 阅 429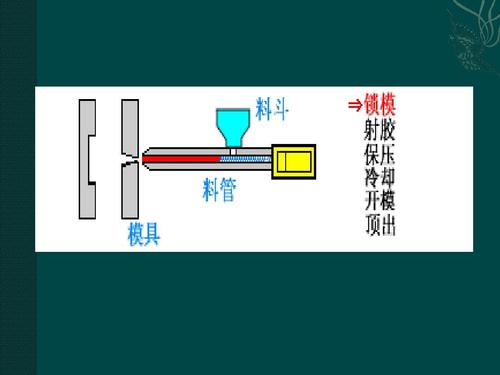
搜料网资讯: 流涎 a. 材料烘干不彻底或材料受潮 b. 预塑速度 (螺杆转速) 太快 c. 喷嘴温度太高 d. 不好的回料 (粉状) e. 回吸量不够 f. 喷嘴接触力不足 g. 喷嘴与模具浇口套尺寸不匹配...
汽车产品注塑件生产技术浅谈
- 注塑工艺- 阅 298
搜料网资讯: 中国有着很多完整而庞大的汽车整车生产基地,随之相应的汽车零部件客供链也日益壮大,越来越多的工厂对各类汽车零部件的加工制造充满兴趣,而随着生产技术的成熟...
注塑机定期维护保养检查时间与项目
- 注塑工艺- 阅 408
搜料网资讯: 为确保注塑机运行正常,减少故障出现,保持注塑机的高性能、使用寿命、安全运行及缩短因故障所造成的停机时间,必须对注塑机进行定期性的维护检查工作。 注塑机的...
【注塑技术员必学】降伏注塑机的十七招
- 注塑工艺- 阅 547
搜料网资讯: 射咀 熔胶通常从射嘴流入注口,但有些模具,射嘴为模具的一部分,因为它延伸至模具的底部。另处有两种主要的射嘴类型:开放式射击嘴和封闭式射嘴。注塑生产中,应...