塑料瓶就是这么吹出来的
已有人阅读此文 - -空心吹塑是将挤压或注入成形个人所得的精轧管放置模貝中,在精轧管中通快递入空气压缩将其吹胀,使之紧靠于模芯内壁,再经制冷出模获得空心制品的成形方式。这类成形方式可生产制造瓶、壶、桶等各种各样包装材料,日常用具和小孩玩具等。
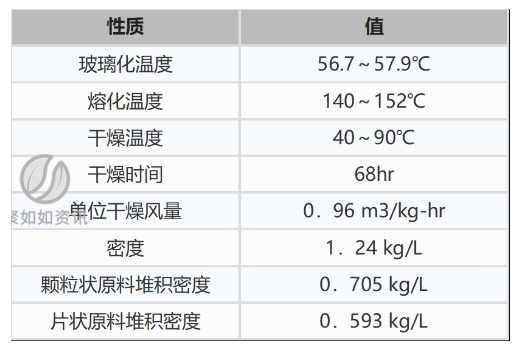
用以空心吹塑的塑料种类有高压聚乙烯、聚乙烯、聚丙稀、聚乙烯、线型聚脂、聚碳酸、丙烯酸树脂、纤维素酯和聚缩醛树脂等。在其中密度高的高压聚乙烯的使用量占第一位。它广泛运用于食品类、化工厂和解决液體的包裝。高含量高压聚乙烯适用生产制造大中型然料�i罐和桶等。
空心吹塑归类
1、依据成形方式不一样
挤压――吹塑:生产制造方式简易,生产量高,精密度低,运用较多。
注塑加工――吹塑:高精度,性价比高,价钱高,合适大批商品。
2、依据成形加工工艺不一样
一般吹塑;
拉申吹塑:商品经拉申,抗压强度高,密封性好。
挤压―拉申―吹塑(通称挤―拉―吹)
注塑加工―拉申―吹塑(通称注―拉―吹)
3、依据精轧管叠加层数不一样归类
单面吹塑;
双层吹塑:综合型能好,生产制造繁杂,适用包裝规定高的包装设计。
吹塑设备
1、针吹法
工艺流程:合闭――穿破型坯壁――吹胀――吹针收缩――融料痊愈
特性:合适持续转动吹塑、中小型器皿、含有摇杆。
2、顶吹法
工艺流程:合闭――底端夹到――顶端张口――型芯换气――吹胀――转动数控刀片摘除尾料
特性:型芯作吹气检查芯棒,组织简单化
吹塑全过程影响因素
01、吹气检查工作压力
吹塑中,空气压缩有两个作用,一是使精轧管膨胀而紧靠模壁内,产生必须的样子;二是起制冷功效。依据塑料种类和型坯溫度的不一样,气体工作压力也不一样,一般操纵在0.2-0.7Mpa中间,最适合的是能使制品在成形后外观设计、纹路等显露清楚的工作压力。
02、打气速率
为了更好地减少吹气检查時间,以利于制品得到较匀称的薄厚和不错的表层,打气速率(单位时间内穿过的气体容积)要尽量大一些,但也不适合过大,不然会给制品产生负面影响。
03、吹胀比
一般 把制品的规格与型坯规格之比称之为吹胀比。当型坯的规格和净重一定时,制品的规格越大,型坯的吹胀比也越大。依据塑料的种类、特性、制品的样子和规格及其型坯的规格等来决策吹胀比的尺寸。一般 把吹胀比操纵在2、4倍。
04、模温
为确保制品品质,模貝的溫度应遍布匀称,模温一般维持在20-50℃。模温过低,会使夹出口处塑料的延展性减少,不容易吹胀,并使制品在这里一部分加厚型,另外使成形因难,制品的轮廊和纹路等也不清楚。模温过高,制冷時间增加,生产周期延长。制品出模形变,收拢扩大。模温的高矮在于塑料的种类,当塑料的热膨胀系数较高时,能够 选用较高的模温;相反,则尽量减少模温。
05、成形周期时间
吹塑的周期时间包含挤压型坯、提取型坯.锁模、吹气检查、制冷、放气、开横、取下制品(之后的整修,配套设施,包裝另算)等全过程。
来源于:塑料技术服务