罕见塑料的成型特性与工艺参数,再也不为生产忧愁!
已有人阅读此文 - -聚丙稀PP
▶ 1、 PP为非极性的结晶塑胶,吸水性很低,约为0.03~0.04%,注塑加工时一般不需开展干躁(必需时,可在80~100℃下干躁1~2h就可以);
▶ 2、PP的溶点为165~170℃,较大 结晶速度温度为120~130℃;成型温度范畴较宽,为205~315℃。料筒温度操纵在210~280℃,喷头温度相比料筒最大温度低10~30℃。当制品壁厚大或环氧树脂的MFR高时,料筒温度可减少至200~230℃;
▶ 3、 PP高溫生产加工中虽不会有水解反应难题,但过高的温度或太长的遇热時间,会造成分子结构解链而使含量显著降低,特性变劣 ;
▶ 4、因为其结晶性,成型收缩率较为大。对注入成型制品,在箱孔、筋板、周边及壁厚很大的位置,非常容易造成缩松、凹坑;
▶ 5、成型全过程中模内冷却不充足造成的结晶不够,易导致后结晶,造成后收缩形变;
▶ 6、冷却不匀称易导致结晶差别及不匀称的收缩,而且不匀称的相对密度转变(容积转变)和不匀称的温度转变还会继续引起热内应力;
▶ 7、添加成核剂后,可大大的加速结晶速率,减少温度对球晶尺寸的危害,减少厚壁管制品因为冷却不匀称导致的构造不匀称性。因为结晶度提升,且结晶匀称,缓解了后结晶功效及成型制品的后收缩形变。
高压聚乙烯PE
▶ 1、吸水性小(<0.01%),成型前并不干躁;必需时,可在70~80℃下,干躁1~2h;
▶ 2、 溶点:HDPE,约为130~137℃;LDPE,约108℃~115℃;溶解温度在300℃之上。LDPE的料筒温度可操纵在140~180℃,HDPE则操纵在180~220℃;
▶ 3、溶体流通性好,黏度低,黏度的裁切敏感度强(尤其是LDPE),生产加工时可选用较低的注入工作压力,一般为60~80MPa;
▶ 4、PE的注入速度挑选中等速度或慢速度,而不适合选用髙速注入,由于在髙速注入全过程中,PE存有溶体裂开趋向;
▶ 5、生产加工时的模温的挑选与PE的相对密度相关,一般 ,LDPE的模温为35~60℃,HDPE为50~80℃;
▶ 6、成型收缩率很大(1.5~3.5%),在制品壁厚不匀称处,筋板处易造成瘪痕,不匀称的冷却非常容易导致涨缩形变。
硬质的聚乙烯 RPVC
▶ 1、RPVC是典型性的热敏性塑胶。历经防老化的RPVC即便不在太高的温度下如180℃,假如時间较长(如40min之上)仍会造成 RPVC比较严重溶解。因此 要严控成型温度和原材料在料筒中的等待时间。RPVC的成型温度范畴在160~200℃中间。一般 为160~190℃,最大不超过200℃;料筒温度遍布一般 选用阶梯性设定;喷头温度应比料筒尾端温度低10~20℃;
▶ 2、对规定不太高的制品,成型前原材料并不干躁;但原材料中水份成分较高时还要开展干躁。干燥方式一般 是在暖风循环系统烘干箱中,在90~100℃的温度下干躁1~2.5h;
▶ 3、RPVC的流通性一般 较弱, 注塑加工时一般 选用较高的注入工作压力和较低的注入速度。注入工作压力在90MPa之上,保压工作压力大多数在60~80MPa;注入速度太高还会继续造成较多的磨擦热进而塑胶烧糊、造成掉色等难题。因而,成型RPVC时,可选用中等水平或较低的注入速度;
▶ 4、模貝温度一般在40℃下列,最大不超过60℃;
▶ 5、挤出机螺杆转速比一般为20~50r/min;挤出机螺杆转速比过快会造成 升温过大,造成 原材料溶解。
聚酯切片POM
▶ 1、POM也是典型性的热敏性塑胶,240℃下能比较严重溶解。在210℃下,等待时间不可以超出20min;即便在190℃下,等待时间最好是也不可以超出1h。因而注塑加工时,在确保原材料流通性的前提条件下,应尽可能采用较低的成型温度和较短的遇热時间;
▶ 2、POM具备显著的溶点,均聚POM为175℃、共聚物POM为165℃。成型时,料筒温度的遍布:前端190~200℃,中区180~190℃,后段150~180℃,喷头温度为170~180℃。针对厚壁制品,料筒温度可适度提升些,但不可以超出210℃;
▶ 3、POM吸水性小,生产加工前环氧树脂并不干躁。必需时,可在90~100℃下,干躁2~4h;
▶ 4、POM的溶体黏度对剪切速率比较敏感。因而,要提升溶体流通性,不可以单用提升温度,还要从提升注入速度和注入工作压力下手。大进胶口、厚壁管短步骤、小总面积的制品,注入工作压力为40~80MPa;一般制品为100MPa上下。小进胶口、厚壁长步骤、大规模的制品,注入工作压力较高,为120~140MPa ;
▶ 5、模貝温度一般 操纵在80~100℃,对厚壁长步骤及样子繁杂的制品,模温可提升至120℃;
▶ 6、高结晶度使成型收缩率较高(2~2.8%),壁厚位置易造成凹坑、缩瘪等缺点。
聚碳酸PC
▶ 1、集聚态特点归属于无定形塑胶,Tg为149~150℃;Tf为215~225℃;成型温度为250~310℃;
▶ 2、耐热性不错,并随含量的扩大而提升。 但PC高溫下遇水易溶解,成型时规定水份成分在0.02%下列。高溫下水份对PC尤其危害。在成型前,PC环氧树脂务必开展充足干躁(而且理应充足留意避免干躁过的原材料再吸潮)。干躁实际效果的迅速检测法,是在塑料机上选用“对空注入”;
▶ 3、溶体黏度高,流通性较弱,其流动性特点贴近于非牛顿液体,溶体黏度受剪切速率危害较小,而对温度的转变十分比较敏感,在适合的成型生产加工温度范畴内调整生产加工温度,能合理地操纵PC的黏度;
▶ 4、因为黏度高,注入工作压力较高,一般操纵在80~120MPa。针对厚壁长步骤、样子繁杂、进胶口规格较小的制品,为使溶体成功、立即充模,注入工作压力要适度提升至120~150MPa。保压工作压力为80~100MPa;
▶ 5、成型时,冷却干固快,为延迟时间原材料冷疑,需操纵模温为80~120℃;
▶ 6、PC分子结构碳链中有很多苯环,分子结构链的刚度大,注塑加工中容易造成很大的热应力,使制品裂开或危害制品的规格可靠性;(在100℃之上作长期热处理工艺,它的刚强制提升,热应力减少) 。
涤纶PA
▶ 1、常见种类以及溶点:
涤纶n系列:尼龙6―215~220℃;涤纶12―178℃;
涤纶m,n系列:涤纶-46 295 ℃;涤纶-66 255~265℃;涤纶-610 215~223℃;涤纶-1010 200℃;
共缩聚反应涤纶:因为分子结构链的整齐性较弱,结晶性和溶点一般较低,如涤纶-6�M66�M1010的溶点仅为155~175℃,但其有不错的透光性和延展性。
▶ 2、溶点高,熔融范畴窄(约10℃) 。充分考虑PA溶点高、耐热性较弱,故生产加工温度一般高过溶点30℃上下就可以;
▶ 3、吸水性大,且酰胺基便于高溫水解反应,造成含量比较严重减少;(须严苛干躁至水分含量小于0.05%,尤其是再生料应用时更应严苛干躁,必需时可加上“增粘合剂”);
▶ 4、溶体黏度低,表观粘度对温度比较敏感,因为溶体的冷却速度快,要避免塑胶阻塞喷嘴、流道、进胶口等。为阻拦溶体倒流,挤出机螺杆头应配有止逆环;此外,为避免喷头处溶体的“流囗水”状况,应取用锁紧式喷头;
▶ 5、注入PA时不需高的注入工作压力,一般选择范畴为70~100MPa,一般 不超过120MPa。注入速度宜略快些,那样可避免因冷却速度快而导致波浪纹及充模不够等难题;
▶ 6、模貝温度一般操纵在40~90℃。模貝温度对制品的特性危害很大;
▶ 7、酰胺基在高溫下对氧比较敏感,非常容易产生空气氧化掉色(必需时可加上涤纶专用型的无卤阻燃剂);
▶ 8、高结晶性,成型收缩率大,易造成结晶地应力,而且显著随制品的薄厚扩大而提升;
▶ 9、成型后制品的迟缓吸潮易造成规格精密度的很大转变。这一点也被运用来开展转轮除湿解决,一般 可在开水或醋酸钾溶液(醋酸钾与水的占比为1.25∶1,熔点为121℃)中开展;
▶ 10、溶体上色所可用的无机颜料种类较少(酰胺基具备氧化性,加上成型温度高)。
玻璃纤维尼龙材料GF-PA
▶ 1、GF-PA中因为含很多玻璃纤维,注塑加工中存有四大难题:(1)流通性差。(2)收缩率小,且各种各样显著。(3)制品特性易出現起伏。(4)制品粗糙度标值大。
▶ 2、因为流通性差,且添加玻璃纤维后的溶体冷疑硬底化快,必须比没加玻璃纤维时提升温度约10-30 ℃;
▶ 3、应选用很大的注入速度和较高的注入工作压力;
▶ 4、因为很多玻璃纤维造成的低粘度,尼龙材料能用通用性喷头;
▶ 5、对料筒的磨坏大;
▶ 6、为使尼龙材料制品有较高的抗压强度,必须留意尽量地维护玻璃纤维的长短,降低玻璃纤维损害;(从挤出机螺杆、喷头、进胶口等武器装备要素到注塑成型标准)
▶ 7、玻璃纤维提高料成型生产加工中最经常出现缺点:①“浮纤”或称“玻璃纤维露出”;② 玻璃纤维趋向造成的各种各样;③ 溶接痕处抗压强度特低。
PMMA
▶ 1、PMMA不定形高聚物,Tg为105℃,熔化温度超过160℃,而溶解温度达到270℃之上,成型的温度范畴较宽;
▶ 2、PMMA环氧树脂顆粒易消化吸收水分,而这种水份的存有,在成型全过程中因为遇热蒸发,造成 溶体出泡、澎涨、使制品出現丝条、汽泡、清晰度下降、有糊斑等难题。PMMA在暖风循环系统烘干设备上的干躁,其干躁加工工艺主要参数:温度为70~80℃,時间为2~4h;
▶ 3、 PMMA溶体黏度对温度转变较为比较敏感。注入温度的更改对溶体流动性长短的危害要比注入工作压力与比注入速度显著些,更比模貝温度明显得多。故在成型时更改PMMA的流通性关键是以注入温度下手。但采用高料温的时候容易受其他加工工艺主要参数危害而给制品表层产生掉色等难题;
▶ 4、PMMA溶体黏度很大,流通性较为差,因而,必须很大的注入工作压力,一般 宽进胶口、易流动性的厚壁管制品所选择的注入工作压力为80~100MPa 中间,而溶体流动性比较艰难的制品需要的工作压力要超过140MPa,110~140MPa则适用大部分制品的成型;
▶ 5、注塑加工PMMA制品时,髙速注入通常会使制品的进胶口周边模模糊糊,进而使制品的透光度大幅减少,故在一般状况下最好是不必选用髙速注入,
▶ 6、因为清晰度高是PMMA的特性,一切残渣的存有都是会因光的折射关联而在制品上直露,故规定在生产加工该原材料时务必搞好自然环境的清理工作中。
▶ 7、温范畴为40~60℃,最大不可超出80℃。
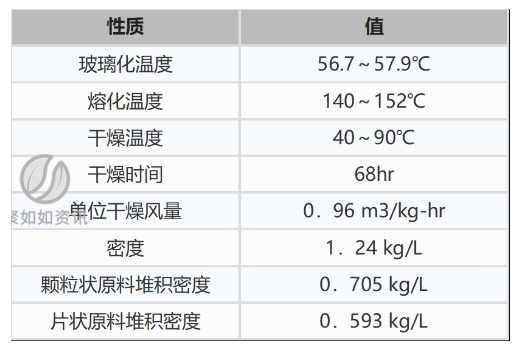
PBT
▶ 1、PBT是结晶型原材料,具备显著的溶点,溶点约为225℃上下; PBT的溶解温度为280℃;具体生产制造中注入温度一般挑选在240~265℃中间,未提高等级用较低温度,提高等级用较高温度;
▶ 2、 PBT在高溫下易水溶解。注塑加工前应开展干躁,要将水份成分操纵在0.02%下列。选用暖风循环系统干躁时,当温度为105℃、120℃或140℃时,所相匹配的時间不超过8h、5h、3h;
▶ 3、 PBT在熔融状态下流通性好,黏度低,只此于涤纶,在成型易出“流延”状况;
▶ 4、因为优良的流通性,一般选用较到中等水平的注入工作压力,PBT的注入工作压力一般为50~100MPa;
▶ 5、PBT的冷却速度更快,因而要选用迅速的注入速度;
▶ 6、预塑PBT时,挤出机螺杆转速比一般不超过80r/min,一般在25~60r/min中间。 凝汽式一般为注入工作压力的10~15%;
▶ 7、 PBT在成型全过程中容易出現各种各样;
▶ 8、模貝温度一般操纵在70~80℃,各位置的温度差不超过10℃。
来源于:塑胶技术服务