



























| 牌号简介 About |
|---|
| Iupilon® EFR2150是一种聚碳酸酯(PC)材料,。 该产品在北美洲、欧洲或亚太地区有供货,加工方式为:注射成型。 Iupilon® EFR2150的主要特性有: 阻燃/额定火焰 Flame Retardant 无卤素 Iupilon® EFR2150 is a Polycarbonate (PC) material. It is available in Asia Pacific, Europe, or North America for injection molding. Important attributes of Iupilon® EFR2150 are: Flame Rated Flame Retardant Halogen Free |
产品描述 Product Description
厂家:日本三菱 Mitsubishi
类别:PC Polycarbonate
颜色:不透明
加工条件:注射成型 Injection Molding
性能特点: 无卤; 防火阻燃等级V-0; 低磷含量; 阻燃; Halogen free,Flame Characteristics,Low to no phosphorus content,V-0
| 技术参数 Technical Data | |||
|---|---|---|---|
|
物理性能 PHYSICAL |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
密度 Density |
1.19 | g/cm³ | ISO 1183 |
|
熔体质量流动速率 Melt Flow Rate |
|||
|
300℃,1.20kg 300℃,1.20kg |
9.0 | g/10min | ISO 1133 |
|
熔体体积流动速率 Melt Volume Rate |
|||
|
300℃,1.2 kg 300℃,1.2 kg |
8.00 | cm³/10min | ISO 1133 |
|
收缩率 Shrinkage rate |
|||
|
TD:3.2 mm TD:3.2 mm |
0.50 to 0.70 | % | |
|
MD:3.2 mm MD:3.2 mm |
0.50 to 0.70 | % | |
|
吸水率 Water absorption rate |
|||
|
饱和,23℃ Saturation, 23 ℃ |
% | ||
|
机械性能 MECHANICAL |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
拉伸模量 Tensile modulus |
MPa | ISO 527-2 | |
|
拉伸强度 tensile strength |
|||
|
屈服 yield |
MPa | ISO 527-2 | |
|
拉伸应变 Tensile strain |
|||
|
屈服 yield |
% | ISO 527-2 | |
|
标称拉伸断裂应变 Nominal tensile fracture strain |
% | ISO 527-2 | |
|
弯曲模量 Bending modulus |
MPa | ISO 178 | |
|
弯曲强度 bending strength |
MPa | ISO 178 | |
|
冲击性能 IMPACT |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
简支梁缺口冲击强度 Charpy Notched Impact Strength |
|||
|
23℃ 23℃ |
kJ/m² | ISO 179 | |
|
简支梁无缺口冲击强度 Charpy Unnotch Impact strength |
|||
|
23℃ 23℃ |
ISO 179 | ||
|
热性能 THERMAL |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
热变形温度 Hot deformation temperature |
|||
|
1.8 MPa,未退火 1.8 MPa, unannealed |
℃ | ISO 75-2/A | |
|
0.45 MPa,未退火 0.45 MPa, unannealed |
℃ | ISO 75-2/B | |
|
线性热膨胀系数 Linear coefficient of thermal expansion |
|||
|
TD TD |
1/℃ | ISO 11359-2 | |
|
MD MD |
1/℃ | ISO 11359-2 | |
|
电气性能 Electrical performance |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
表面电阻率 Surface resistivity |
ohms | IEC 60093 | |
|
体积电阻率 Volume resistivity |
ohms·cm | IEC 60093 | |
|
介电强度 Dielectric strength |
IEC 60243-1 | ||
|
1 mm 1 mm |
kV/mm | IEC 60243-1 | |
|
3 mm 3 mm |
kV/mm | IEC 60243-1 | |
|
相对电容率 Relative permittivity |
IEC 60250 | ||
|
100 Hz 100 Hz |
IEC 60250 | ||
|
1 MHz 1 MHz |
IEC 60250 | ||
|
耗散因数 Dissipation factor |
IEC 60250 | ||
|
100 Hz 100 Hz |
IEC 60250 | ||
|
1 MHz 1 MHz |
IEC 60250 | ||
|
阻燃性能 FLAME CHARACTERISTICS |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
阻燃等级 Flame retardant level |
|||
|
1.50 mm 1.50 mm |
UL 94 | ||
| 备注 |
|---|
| 1 一般属性:这些不能被视为规格。 |
|
【新闻资讯】查看全部 
经典 | 塑料制品的工艺性讲解
2017-01-04 塑件的工艺性: 是塑件对成型加工的适应性。 塑件工艺性设计包括:塑料材料选择、尺寸及精度和表面质量、塑件结构塑件工艺性设计的特点:应当满足使用性能和成形工艺的要求,力求做到结构合理、造型美观、便于制造。 塑料材料选择塑料的选材包括:选定塑料基体聚合物(树脂)种类、塑料具体牌号、添加剂种类与用量等。 塑料原料选择方法1、使用环境(不同的温度、湿度及介质条件、不同的受力类型选择不同的塑料); 2、使用对象(根据国别、地区、民族和具 |
|
经典 | 塑料制品的工艺性讲解 塑件的工艺性能: 是塑件对成形生产加工的适应能力。 塑件工艺性能设计方案包含:塑料原材料挑选、规格及精度和表面品质、塑件构造塑件工艺性能设计方案的特性:理应考虑性能指标和成型加工工艺的规定,务求保证合理配置、造型设计美观大方、便于生产制造。 塑料原材料挑选塑料的选料包含:选中塑料基材高聚物(环氧树脂)类型、塑料实际型号、防腐剂类型与使用量等。 塑料原材料挑选方式1、应用自然环境(不一样的溫度、环境湿度及物质标准、不一样的承受力种类挑选不一样的塑料); 2、应用目标(依据国别、地域、中华民族和实际使用人的不一样选料); 3、按主要用途开展归类(按主要用途、作用)。 塑件的规格、精度和表面品质1、塑件的规格 塑件的规格:指塑件的整体规格。 塑件的规格受下边2个要素危害: 1)、塑料的流通性(大而薄的塑件充模艰难); 2)、机器设备的专业能力(注入量、锁合模力、工作中橱柜台面)。 2、塑件的精度 (1)界定 塑件规格精度:就是指所得到的塑件规格与产品图片中规格的合乎水平,即所获塑件规格的精确度。 (2)危害精度要素 ☆ 模貝的生产制造精度、磨坏水平和安裝误差值; ☆ 塑料缩水率的起伏及其成形时加工工艺标准的转变; ☆ 塑件成形后的时效性转变。 (3)规格精度的明确 模塑件尺寸公差编号为MT,MT1级精度最大(一般不选用) MT7级精度最少。 针对塑件上孔的尺寸公差可选用标准孔,可用表格中标值冠于( )号。针对塑件上轴的尺寸公差可选用标准轴,可用表格中标值冠于(-)号。一般相互配合一部分规格精度高过非相互配合一部分规格精度。模貝规格精度比塑件规格精度高2-3级。 3、塑件的表面品质
一般模貝表面表面粗糙度要比塑件的规定高 1~2级。 塑件的几何图形样子 一、表面样子 塑件的內外表面样子应尽量确保有益于成形。
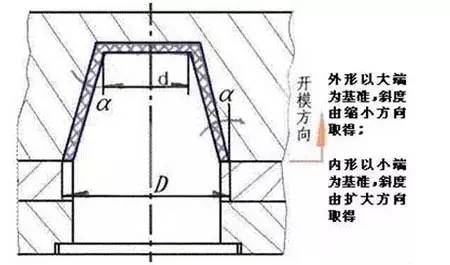
二、脱模斜度 1、界定 为了更好地便于塑件脱模,避免脱模时擦破塑件,务必在塑件內外表面脱模方位上留出充足的斜度α,在模貝上称之为脱模斜度。 脱模斜度在于塑件的样子、厚度及塑料的缩水率,一般取30 ′~1°30′。
2、脱模斜度方位
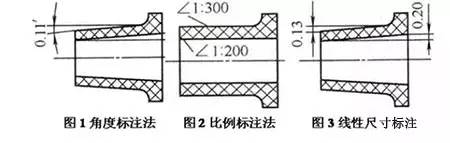
3、脱模斜度表明方式
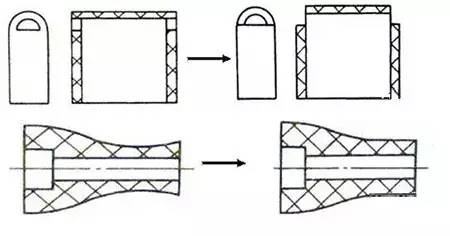
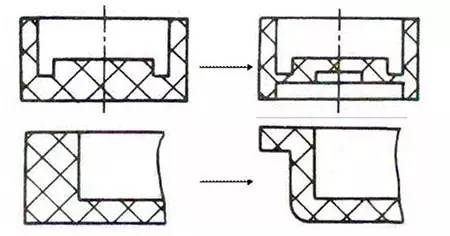
4、脱模斜度设计方案关键点 (1)、塑件精度高,选用较小脱模斜度 (2)、规格高的塑件,选用较小脱模斜度 (3)、塑件样子繁杂不容易脱模,采用很大斜度 (4)、提高塑料选用很大的脱模斜度 (5)、缩水率大,斜度增加 (6)、含润滑液的塑料选用较小脱模斜度 (7)、从留模方向考虑到: 留到型芯,内表面脱模斜度�外表面 留到凹模,外表面脱模斜度�内表面 三、塑件的厚度 壁厚过小――抗压强度及弯曲刚度不够,塑料流动性艰难 壁厚过大――原材料消耗,制冷时间长,易造成缺点 塑件壁厚设计原理: (1)考虑塑件构造和性能指标规定下取小壁厚; (2)能承担发布组织等的冲击性和震动; (3)产品联接拧紧处、镶件埋进处等具备充足的薄厚; (4)确保存储、运送全过程中抗压强度需要的厚度; (5)考虑成形时溶体充模所需的厚度。 改进壁厚典型性案例:
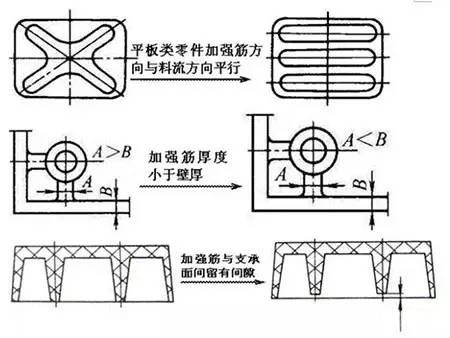
四、塑件的筋板 1、筋板的功效: 它能提升制品的抗压强度、避免和防止塑料的形变和涨缩。 2、筋板设计方案关键点: 筋板的底端与壁联接应弧形衔接,防止外力时,造成应力而被毁坏。
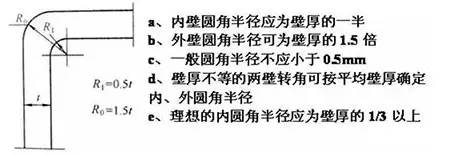
五、圆弧 在考虑应用规定的前提条件下 制品的全部的拐角尽量设计方案成圆弧,或是用弧形衔接。 1、圆弧的功效: 圆弧可防止应力,提升制品抗压强度;圆弧可有益于充模和脱模;圆弧有益于模具加工,提升模貝抗压强度。 2、圆弧的明确:
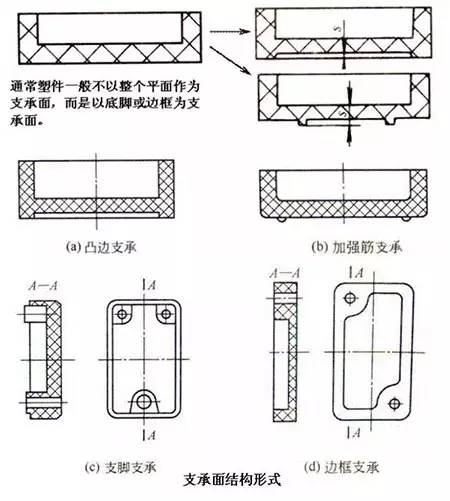
六、塑件的支撑面
七、塑件的凸模与角撑 凸模:是用于提高孔或安装配件、或为塑件出示支撑点的截锥台或支撑点块。
八、塑件上的孔(槽) 1、塑件上的孔三种成形生产加工方式: a、立即橡塑制品出去;b、橡塑制品成埋孔再打孔通;c、塑件成形后再打孔。 2、普遍孔的设计方案规定: a、橡塑制品埋孔规定直径比(长短与直径的比率)要小些;b、当埋孔直径�1.5毫米,因为型芯易弯折断裂,不适合橡塑制品成形;c、肓孔的深层:h �(3~5)d ;d�1.5毫米时, h �3d ;d、拧紧用的孔和其他承受力的孔,应设凸模给予提升。
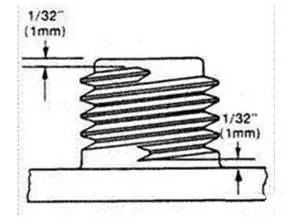
九、塑件上的外螺纹 塑件中的外螺纹能用橡塑制品方式成形出去,或钻削方式得到。 常常拆卸或承受力大的外螺纹,要选用金属材料外螺纹镶件来成形。
十、塑件上的纹路、文本及标记 1、凸字;2、凹字;3、凹痕凸字。 十一、镶件 1、界定:在塑件内压进其他的零件产生不拆式的联接,此压进零件称之为镶件。 镶件能够 是金属材料、夹层玻璃、木料或已成型的塑件。 2、镶件的功效: a、提升塑件物理性能和磨坏使用寿命; b、提升塑件的规格可靠性、规格精度; c、起导电性、吸磁功效; d、起拧紧、联接功效。 来源于:塑料技术服务 |




|
【免责声明】 广州搜料信息技术有限公司保留所有权利。 此数据表中的信息由搜料网soliao.com从该材料的生产商处获得。搜料网soliao.com尽最大努力确保此数据的准确性。 但是搜料公司对这些数据值及建议等给用户带来的不确定因素和后果不承担任何责任,并强烈建议在最终选择材料前,就数据值与材料供应商进行验证。 |
抱歉!该牌号暂无认证数据。
价格走势图
开始时间:
结束时间:
材料厂家:
【牌号齐全,内容全面】
全网共2500+项牌号+上游原料单体+原油价格,最长可追溯近20年价格行情
【精准,及时,权威!】
专业团队挖掘行情信息,第一时间发布行情
抱歉!该牌号暂无认证数据。
免责声明:参考价格是搜料网根据网络大数据拟合分析的结果,仅供参考。实际成交价取决但不限于以下因素:下单时间,付款方式,交货方式,数量,税费,色号,产地,项目信息。
抱歉!暂无数据。
抱歉!暂无数据。












 支付宝
支付宝 微信支付
微信支付