

















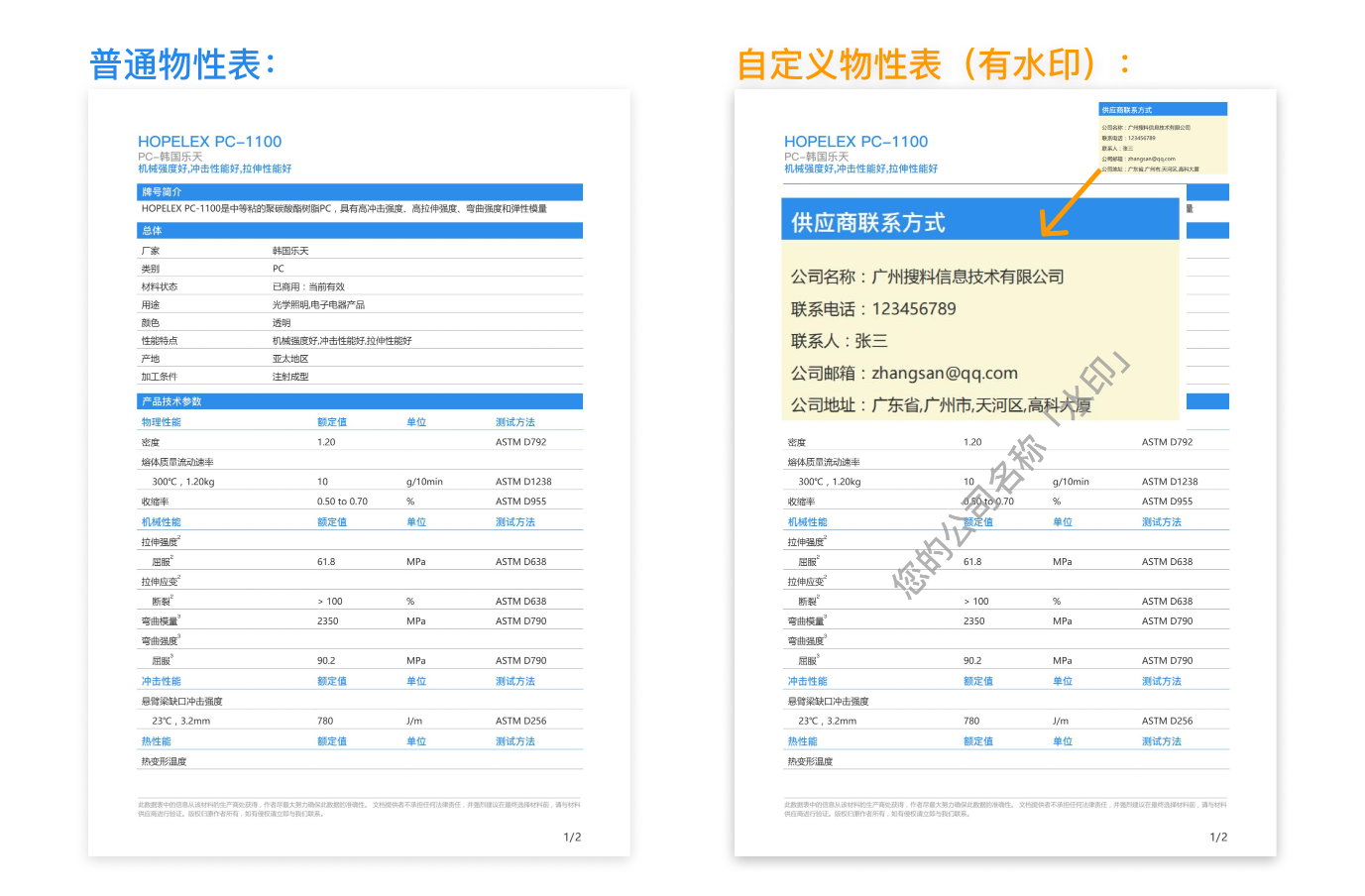
物性表自定义
公司信息及水印
公司信息及水印


下载中文物性表

下载英文物性表
下载原厂物性表

邮件发送/他人
| 牌号简介 About |
|---|
| MVR(300°C/1.2 kg)9.0 cm³/10 min;医疗设备;适用于121°C下的ETO和蒸汽灭菌;符合许多ISO 10993-1试验要求的生物相容性;中等粘度;易释放;注射成型-熔融温度280-320°C;可提供透明和不透明颜色 MVR (300 °C/1.2 kg) 9.0 cm³/10 min; medical devices; suitable for ETO and steam sterilization at 121 °C; biocompatible according to many ISO 10993-1 test requirements; medium viscosity; easy release; injection molding - melt temperature 280 - 320 °C; available in transparent and opaque colors |
产品描述 Product Description
厂家:德国科思创 Covestro
类别:PC Polycarbonate
用途:医疗/护理用品;医疗器械;
颜色:不透明,清晰/透明,可用颜色
加工条件:注射成型 Injection Molding
性能特点: 蒸汽消毒; 含脱模剂; 生物兼容性; 环氧乙烷消毒; Ethylene oxide disinfection,Biocompatible,Steam sterilized,Good stripping performance
| 技术参数 Technical Data | |||
|---|---|---|---|
|
物理性能 PHYSICAL |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
密度 Density |
1.20 | g/cm³ | ISO 1183 |
|
表观密度 Apparent density |
0.66 | g/cm³ | ISO 60 |
|
熔体质量流动速率 Melt Flow Rate |
|||
|
300℃,1.20kg 300℃,1.20kg |
10 | g/10min | ISO 1133 |
|
熔体体积流动速率 Melt Volume Rate |
|||
|
300℃,1.2 kg 300℃,1.2 kg |
注册或登录后
所有资料免费
|
cm³/10min | ISO 1133 |
|
收缩率 Shrinkage |
注册或登录后
所有资料免费
|
||
|
TD TD |
注册或登录后
所有资料免费
|
% | ISO 2577 |
|
MD MD |
注册或登录后
所有资料免费
|
% | ISO 2577 |
|
TD:2.0 mm TD:2.0 mm |
注册或登录后
所有资料免费
|
% | ISO 294-4 |
|
MD:2.0 mm MD:2.0 mm |
注册或登录后
所有资料免费
|
% | ISO 294-4 |
|
吸水率 Water Absorption |
注册或登录后
所有资料免费
|
||
|
饱和,23℃ Saturation, 23 ℃ |
注册或登录后
所有资料免费
|
% | ISO 62 |
|
平衡,23℃,50% RH Equilibrium, 23 ℃, 50% RH |
注册或登录后
所有资料免费
|
% | ISO 62 |
|
薄膜 film |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
气体渗透 Gas permeation |
注册或登录后
所有资料免费
|
ISO 2556 | |
|
二氧化碳:23℃,100.0 µm Carbon dioxide: 23 ℃, 100.0 µ m |
注册或登录后
所有资料免费
|
cm³/m²/bar/24 hr | ISO 2556 |
|
氮气:23℃,100.0 µm Nitrogen: 23 ℃, 100.0 µ m |
注册或登录后
所有资料免费
|
cm³/m²/bar/24 hr | ISO 2556 |
|
氧气:23℃,100.0 µm Oxygen: 23 ℃, 100.0 µ m |
注册或登录后
所有资料免费
|
cm³/m²/bar/24 hr | ISO 2556 |
|
冲击性能 IMPACT |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
简支梁缺口冲击强度 Charpy Notched Impact Strength |
注册或登录后
所有资料免费
|
ISO 7391 | |
|
-30℃,完全断裂 -30 ℃, completely fractured |
注册或登录后
所有资料免费
|
kJ/m² | ISO 7391 |
|
23℃,局部断裂 23 ℃, localized fracture |
注册或登录后
所有资料免费
|
kJ/m² | ISO 7391 |
|
简支梁无缺口冲击强度 Charpy Unnotched Impact strength |
注册或登录后
所有资料免费
|
ISO 179/1eU | |
|
-60℃ -60℃ |
注册或登录后
所有资料免费
|
ISO 179/1eU | |
|
-30℃ -30℃ |
注册或登录后
所有资料免费
|
ISO 179/1eU | |
|
23℃ 23℃ |
注册或登录后
所有资料免费
|
ISO 179/1eU | |
|
悬臂梁缺口冲击强度 Izod Notched Impact strength |
注册或登录后
所有资料免费
|
ISO 7391 | |
|
-30℃,完全断裂 -30 ℃, completely fractured |
注册或登录后
所有资料免费
|
kJ/m² | ISO 7391 |
|
23℃,局部断裂 23 ℃, localized fracture |
注册或登录后
所有资料免费
|
kJ/m² | ISO 7391 |
|
多轴向仪器化冲击能量 Multiaxial Impact |
注册或登录后
所有资料免费
|
ISO 6603-2 | |
|
-30℃ -30℃ |
注册或登录后
所有资料免费
|
J | ISO 6603-2 |
|
23℃ 23℃ |
注册或登录后
所有资料免费
|
J | ISO 6603-2 |
|
多轴向仪器化冲击力峰值 Multi axial instrumented peak impact force |
注册或登录后
所有资料免费
|
ISO 6603-2 | |
|
-30℃ -30℃ |
注册或登录后
所有资料免费
|
N | ISO 6603-2 |
|
23℃ 23℃ |
注册或登录后
所有资料免费
|
N | ISO 6603-2 |
|
热性能 THERMAL |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
热变形温度 HDT |
注册或登录后
所有资料免费
|
||
|
1.8 MPa,未退火 1.8 MPa, unannealed |
注册或登录后
所有资料免费
|
℃ | ISO 75-2/A |
|
0.45 MPa,未退火 0.45 MPa, unannealed |
注册或登录后
所有资料免费
|
℃ | ISO 75-2/B |
|
玻璃化转变温度 Glass transition temperature |
注册或登录后
所有资料免费
|
℃ | ISO 11357-2 |
|
维卡软化温度 Vicat Softening Temperature |
注册或登录后
所有资料免费
|
||
|
B50 B50 |
注册或登录后
所有资料免费
|
℃ | ISO 306 |
|
B120 B120 |
注册或登录后
所有资料免费
|
℃ | ISO 306/B120 |
|
球压测试 Ball pressure test |
注册或登录后
所有资料免费
|
||
|
136℃ 136℃ |
注册或登录后
所有资料免费
|
IEC 60695-10-2 | |
|
线性热膨胀系数 Coeff.of linear therm expansion |
注册或登录后
所有资料免费
|
||
|
TD:23~55℃ TD:23~55℃ |
注册或登录后
所有资料免费
|
1/℃ | ISO 11359-2 |
|
MD:23~55℃ MD:23~55℃ |
注册或登录后
所有资料免费
|
1/℃ | ISO 11359-2 |
|
导热系数 Thermal Conductivity |
注册或登录后
所有资料免费
|
||
|
23℃ 23℃ |
注册或登录后
所有资料免费
|
W/m/K | ISO 8302 |
|
电气性能 ELECTRICAL |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
表面电阻率 Surface resistivity |
注册或登录后
所有资料免费
|
ohms | IEC 60093 |
|
体积电阻率 Volume resistivity |
注册或登录后
所有资料免费
|
||
|
23℃ 23℃ |
注册或登录后
所有资料免费
|
ohms·cm | IEC 60093 |
|
介电强度 Dielectric strength |
注册或登录后
所有资料免费
|
||
|
23 ℃,1 mm 23 ℃,1 mm |
注册或登录后
所有资料免费
|
kV/mm | IEC 60243-1 |
|
相对电容率 Relative permittivity |
注册或登录后
所有资料免费
|
IEC 60250 | |
|
23℃,100 Hz 23℃,100 Hz |
注册或登录后
所有资料免费
|
IEC 60250 | |
|
23℃,1 MHz 23℃,1 MHz |
注册或登录后
所有资料免费
|
IEC 60250 | |
|
耗散因数 Dissipation factor |
注册或登录后
所有资料免费
|
IEC 60250 | |
|
23℃,100 Hz 23℃,100 Hz |
注册或登录后
所有资料免费
|
IEC 60250 | |
|
23℃,1 MHz 23℃,1 MHz |
注册或登录后
所有资料免费
|
IEC 60250 | |
|
相比漏电起痕指数 Comparative Tracking Index |
注册或登录后
所有资料免费
|
||
|
解决方案 A Solution A |
注册或登录后
所有资料免费
|
V | IEC 60112 |
|
阻燃性能 FLAME CHARACTERISTICS |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
灼热丝可燃性指数 Glow Wire Flammability Index(GWFI) |
注册或登录后
所有资料免费
|
IEC 60695-2-12 | |
|
1.5 mm 1.5 mm |
注册或登录后
所有资料免费
|
℃ | IEC 60695-2-12 |
|
3.0 mm 3.0 mm |
注册或登录后
所有资料免费
|
℃ | IEC 60695-2-12 |
|
灼热丝起燃温度 Glow Wire Ignitability Temperature(GWIT) |
注册或登录后
所有资料免费
|
IEC 60695-2-13 | |
|
0.75 mm 0.75 mm |
注册或登录后
所有资料免费
|
℃ | IEC 60695-2-13 |
|
1.5 mm 1.5 mm |
注册或登录后
所有资料免费
|
℃ | IEC 60695-2-13 |
|
3 mm 3 mm |
注册或登录后
所有资料免费
|
℃ | IEC 60695-2-13 |
|
极限氧指数 Oxygen Index |
注册或登录后
所有资料免费
|
% | ISO 4589-2 |
|
Flash Ignition Temperature Flash Ignition Temperature |
注册或登录后
所有资料免费
|
℃ | ASTM D1929 |
|
自燃温度 Autoignition temperature |
注册或登录后
所有资料免费
|
℃ | ASTM D1929 |
|
光学性能 OPTICAL |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
折射率 Refractive index |
注册或登录后
所有资料免费
|
ISO 489 | |
|
透光率 Light Transmission |
注册或登录后
所有资料免费
|
ISO 13468-2 | |
|
1000 µm 1000 µm |
注册或登录后
所有资料免费
|
% | ISO 13468-2 |
|
2000 µm 2000 µm |
注册或登录后
所有资料免费
|
% | ISO 13468-2 |
|
3000 µm 3000 µm |
注册或登录后
所有资料免费
|
% | ISO 13468-2 |
|
4000 µm 4000 µm |
注册或登录后
所有资料免费
|
% | ISO 13468-2 |
|
雾度 Haze |
注册或登录后
所有资料免费
|
||
|
3000 µm 3000 µm |
注册或登录后
所有资料免费
|
% | ISO 14782 |
|
补充信息 Supplementary information |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
ISO Shortname ISO Shortname |
注册或登录后
所有资料免费
|
||
|
机械性能 MECHANICAL |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
拉伸模量 Tensile modulus |
注册或登录后
所有资料免费
|
||
|
23℃ 23℃ |
注册或登录后
所有资料免费
|
MPa | ISO 527-1-2 |
|
拉伸强度 tensile strength |
注册或登录后
所有资料免费
|
||
|
断裂,23℃ Fracture, 23 ℃ |
注册或登录后
所有资料免费
|
MPa | ISO 527-2/50 |
|
屈服,23℃ Yield, 23 ℃ |
注册或登录后
所有资料免费
|
MPa | ISO 527-2/50 |
|
拉伸应变 Tensile strain |
注册或登录后
所有资料免费
|
||
|
断裂,23℃ Fracture, 23 ℃ |
注册或登录后
所有资料免费
|
% | ISO 527-2/50 |
|
屈服,23℃ Yield, 23 ℃ |
注册或登录后
所有资料免费
|
% | ISO 527-2/50 |
|
标称拉伸断裂应变 Nominal tensile fracture strain |
注册或登录后
所有资料免费
|
||
|
23℃ 23℃ |
注册或登录后
所有资料免费
|
% | ISO 527-2/50 |
|
Tensile Creep Modulus(1 hr) Tensile Creep Modulus(1 hr) |
注册或登录后
所有资料免费
|
MPa | ISO 899-1 |
|
拉伸蠕变模量 Tensile creep modulus |
注册或登录后
所有资料免费
|
||
|
1000 hr 1000 hr |
注册或登录后
所有资料免费
|
MPa | ISO 899-1 |
|
弯曲模量 Flexural Modulus |
注册或登录后
所有资料免费
|
||
|
23℃ 23℃ |
注册或登录后
所有资料免费
|
MPa | ISO 178 |
|
弯曲强度 Flexural Strength |
注册或登录后
所有资料免费
|
ISO 178 | |
|
3.50% 应变,23℃ 3.50% strain, 23 ℃ |
注册或登录后
所有资料免费
|
MPa | ISO 178 |
|
23℃ 23℃ |
注册或登录后
所有资料免费
|
MPa | ISO 178 |
|
弯曲应变 Flexural Strain |
注册或登录后
所有资料免费
|
% | ISO 178 |
|
球压硬度 ball-indentation hardness |
注册或登录后
所有资料免费
|
MPa | ISO 2039-1 |
| 备注 |
|---|
| 1 一般属性:这些不能被视为规格。 |
| 2 Pellets |
| 3 60x60x2 mm, 500 bar |
| 4 0,079 in/min |
| 5 2 mm/min |
| 6 Based on ISO 179-1eA, 3 mm |
| 7 Based on ISO 180-A, 3 mm |
| 8 10°C/min |
| 9 Cross-flow |
| 10 程序 A |
| 11 方法 A |
|
【新闻资讯】查看全部 
沃特子公司浙江科赛获评浙江省隐形冠军
2021-01-16 搜料网资讯: 近日 , 2020年度浙江省隐形冠军评选结果出炉,沃特股份控股子公司浙江科赛新材料科技有限公司成功上榜。 本次浙江省隐形冠军评选,是为贯彻落实《浙江省人民政府办 |
|
沃特子公司浙江科赛获评浙江省隐形冠军 搜料网资讯: 近日,2020年度浙江省隐形冠军评选结果出炉,沃特股份控股子公司浙江科赛新材料科技有限公司成功上榜。 本次浙江省隐形冠军评选,是为贯彻落实《浙江省人民政府办公厅关于开展“雏鹰行动”培育隐形冠军企业的实施意见》(浙政办发﹝2019﹞28号),根据省经信厅《关于组织2020年隐形冠军及培育企业申报工作的通知》要求,经企业自愿申报及省经信厅组织形式审查和专家评审并公示产生。 浙江科赛是国内最早开展含氟高分子材料及其应用研究和产业化的企业之一。浙江科赛先后荣获“中国塑协氟塑料加工行业优秀品牌企业”、“浙江省消费者最满意品牌”、“省级科技型企业”、“浙江省创新型示范中小企业”、“省级高新技术企业研究开发中心”、“浙江省创新型示范中小企业”等荣誉并承担浙江省5G重点研发计划,其“Conceptfe®”和“科赛®”系列品牌已经成为业内知名的含氟高分子材料品牌,相关产品已经在面板显示、半导体制造、5G通讯、医疗器械、建筑桥梁组件(杭州湾大桥、港珠澳大桥)、工业制造、医药包装、化妆品包装等领域得到应用。 |
|
【免责声明】 广州搜料信息技术有限公司保留所有权利。 此数据表中的信息由搜料网soliao.com从该材料的生产商处获得。搜料网soliao.com尽最大努力确保此数据的准确性。 但是搜料公司对这些数据值及建议等给用户带来的不确定因素和后果不承担任何责任,并强烈建议在最终选择材料前,就数据值与材料供应商进行验证。 |
价格走势图
开始时间:
结束时间:
材料厂家:
【牌号齐全,内容全面】
全网共2500+项牌号+上游原料单体+原油价格,最长可追溯近20年价格行情
【精准,及时,权威!】
专业团队挖掘行情信息,第一时间发布行情
抱歉!该牌号暂无认证数据。
免责声明:参考价格是搜料网根据网络大数据拟合分析的结果,仅供参考。实际成交价取决但不限于以下因素:下单时间,付款方式,交货方式,数量,税费,色号,产地,项目信息。
| 加工方式 | |||
|---|---|---|---|
| 注射 |
登录或注册后 所以资料免费 |
单位 | |
| 熔体温度 |
登录或注册后 所以资料免费 |
℃ | |
| 标准熔体温度 |
登录或注册后 所以资料免费 |
℃ | |
| 料管进料段温度 |
登录或注册后 所以资料免费 |
℃ | |
| 料管中间段温度 |
登录或注册后 所以资料免费 |
℃ | |
| 料管前段温度 |
登录或注册后 所以资料免费 |
℃ | |
| 喷嘴温度 |
登录或注册后 所以资料免费 |
℃ | |
| 模具温度 |
登录或注册后 所以资料免费 |
℃ | |
| 保压压力 (实际最大注射压力) |
登录或注册后 所以资料免费 |
% | |
| 熔体背压 |
登录或注册后 所以资料免费 |
bar | |
| 螺杆转速 |
登录或注册后 所以资料免费 |
m/s | |
| 注射量 |
登录或注册后 所以资料免费 |
% | |
| 干空气下干燥温度 |
登录或注册后 所以资料免费 |
℃ | |
| 干空气下干燥时间 |
登录或注册后 所以资料免费 |
h | |
| 最大含湿量 |
登录或注册后 所以资料免费 |
% | |
| 排气槽深度 |
登录或注册后 所以资料免费 |
mm | |
- 止鼾牙套
- 2024-01-12 0
- MVR(300°C/1.2 kg)9.0 cm³/10 min;医疗设备;适用于121°C下的ETO和蒸汽灭菌;符合许多ISO 10993-1试验要求的生物相容性;中等粘度;易释放;注射成型-熔融温度280-320°C;可提供透明和不透明颜色
- 阅读全文
止鼾牙套

收起
- 水果拼盘
- 2019-08-15 0
- Makrolon® 2858为聚碳酸酯树脂PC,适用于121°C下的ETO和蒸汽灭菌的医疗设备;符合许多ISO 10993-1试验要求的生物相容性;中等粘度;易释放;注射成型-熔融温度280-320°C;可提供透明和不透明颜色
- 阅读全文
水果拼盘

收起
- 医疗钉骨固定器
- 2024-08-14 0
- MVR(300°C/1.2 kg)15 cm³/10 min;医疗设备;适用于高能辐射灭菌;符合许多ISO 10993-1试验要求的生物相容性;中等粘度;注射成型-熔融温度280-320°C;医疗设备用透明零件
- 阅读全文
医疗钉骨固定器

收起
- 可持续透明光学眼镜
- 2024-08-14 0
- MVR(300°C/1.2 kg)6.0 cm³/10 min;光学透镜;高粘度;紫外线稳定;紫外线400切断;易释放;注塑-熔融温度280-320°C;安全眼镜;太阳镜
- 阅读全文
可持续透明光学眼镜

收起
抱歉!暂无数据。


















 支付宝
支付宝 微信支付
微信支付