
























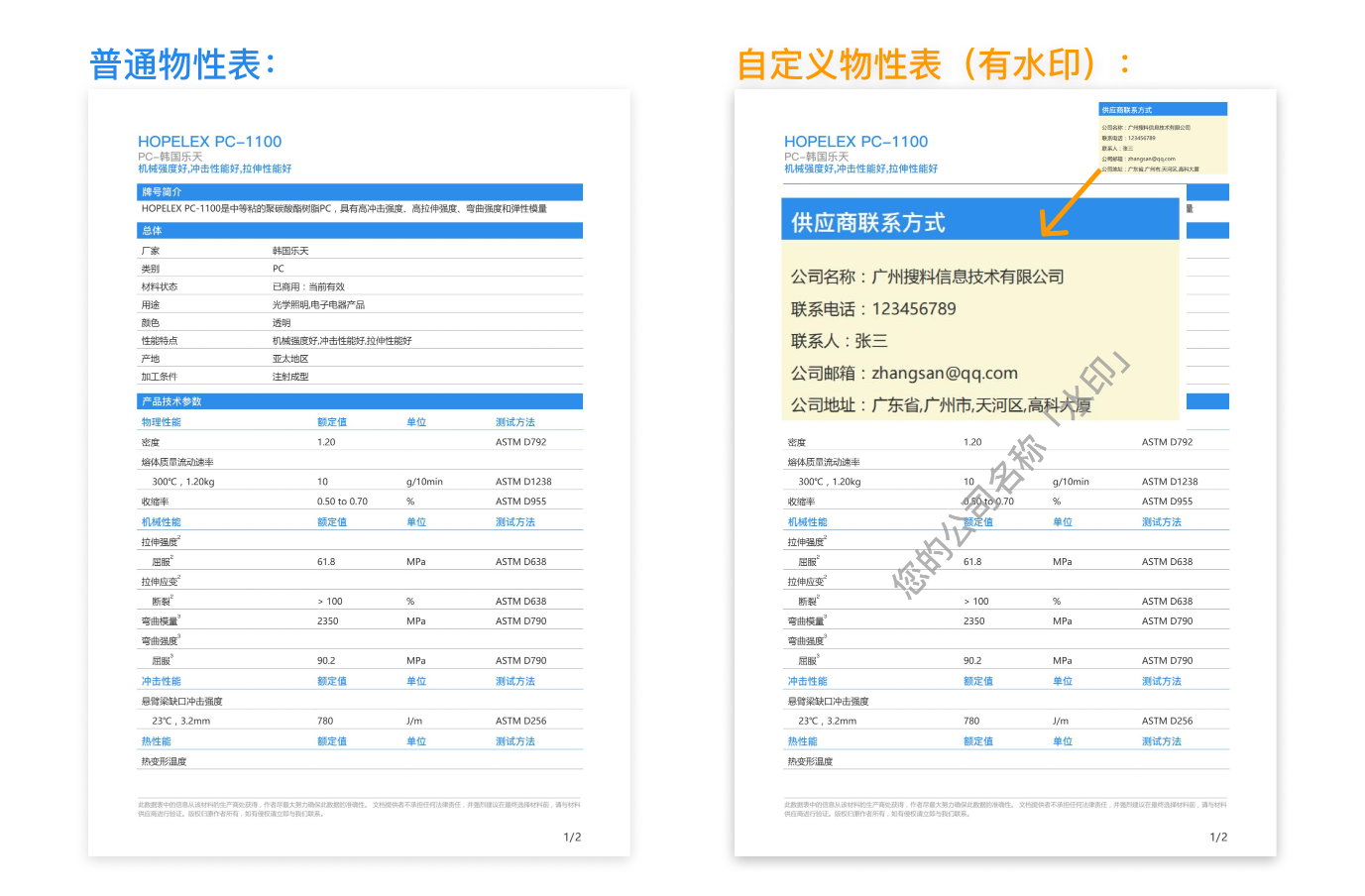
物性表自定义
公司信息及水印
公司信息及水印


下载中文物性表

下载英文物性表

邮件发送/他人
| 牌号简介 About |
|---|
| Nusil技术的无限制材料可考虑长期植入应用(超过29天)。HCR可用于挤压管材和异型材(棒或带),压光片材用于模切,或用于压缩或转移成型零件,如气球、垫圈或O型环。HCR在未固化状态下为粘土状,固化后通常表现出极高的机械性能和较低的模量。具有过氧化物固化系统的HCR在植入物应用中有着悠久的历史。固化机制可以是乙烯基专用或非乙烯基专用。与乙烯基过氧化物催化剂相比,非乙烯基过氧化物催化剂更常用于HCR。注释:未分析 NuSil Technology's unrestricted materials may be considered for long-term implant applications (greater than 29 days). HCRs can be used for extrusion of tubing and profi les (rod or ribbon), in calendared sheeting for die-cutting, or in compression or transfer molded parts such as balloons, gaskets or o-rings. HCRs are clay-like in the uncured state and when cured generally exhibit very high mechanical properties and low modulus. HCRs with a peroxide cure system have a long history in implant applications. The cure mechanism can be vinyl specific or non vinyl specific. Non vinyl specific peroxide catalysts are more commonly used with HCRs than vinyl specific peroxide catalysts. Comments: UNCATALYZED |
产品描述 Product Description
厂家:美国诺希尔 NuSil
类别:硅橡胶 silicon rubber
用途:医疗/护理用品;型材;气球应用;垫圈;管件;
加工条件:树脂传递成型,挤出,压延,型材挤出成型,压缩模塑 Extrusion,Profile extrusion
| 技术参数 Technical Data | |||
|---|---|---|---|
|
热性能 THERMAL |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
后固化时间 Post curing time |
|||
|
177℃ 177℃ |
2.0 | hr | |
|
补充信息 Supplementary information |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
Cure System Cure System |
Peroxide | ||
|
Uncured Properties Uncured Properties |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
密度 Density |
注册或登录后
所有资料免费
|
g/cm³ | |
|
固化时间 Curing time |
注册或登录后
所有资料免费
|
||
|
116℃ 116℃ |
注册或登录后
所有资料免费
|
hr | |
|
Cured Properties Cured Properties |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
邵氏硬度 Shore hardness |
注册或登录后
所有资料免费
|
||
|
邵氏 A Shaw's A |
注册或登录后
所有资料免费
|
||
|
拉伸强度 tensile strength |
注册或登录后
所有资料免费
|
MPa | |
|
200% 应变 200% strain |
注册或登录后
所有资料免费
|
MPa | |
|
拉伸应变 Tensile strain |
注册或登录后
所有资料免费
|
||
|
断裂 fracture |
注册或登录后
所有资料免费
|
% | |
|
撕裂强度 tear strength |
注册或登录后
所有资料免费
|
kN/m | |
| 备注 |
|---|
| 1 一般属性:这些不能被视为规格。 |
|
【新闻资讯】查看全部 
Sabic和朗盛的PBT有何不同
2017-10-17 材料导读:PBT是最坚韧的工程热塑材料之一,它是半结晶材料,有非常好的化学稳定性、机械强度、电绝缘特性和热稳定性。PBT的最大市场是在电子,电器行业,以及汽车领域,PBT材料 |
|
Sabic和朗盛的PBT有何不同
材料导读:PBT是最坚韧的工程热塑材料之一,它是半结晶材料,有非常好的化学稳定性、机械强度、电绝缘特性和热稳定性。PBT的最大市场是在电子,电器行业,以及汽车领域,PBT材料作为性价比极高的工程塑料非常适用于制作灯座和车载镜头等产品。下面搜料小编介绍一下SABIC和朗盛的PBT材料在这方面的应用。
一.B 3225 XF (一)简介
●型号:B 3225 XF ●厂家:LANXESS/朗盛
●类别基材:PBT+20%GF ●用途:照明|灯泡|底座
(二)基本要求
1.符合欧盟立法制定,RoHS2.0安全规范
2.良好的机械特性-高模量

3.良好的电气特性-漏电指数
4.良好的耐热稳定性-长期使用受热变形
5.良好的流动性适合薄壁成型
6.适合注塑成型
(三)材料特性
1.符合RoHS安全规范,十大重金属含量低于1000PPM
2.PBT基材添加20%GF,弯曲模量(23°C):6100Mpa、弯曲应力:160 Mpa ISO178/A
3.电气特性,相对漏电指数:375VIEC 60112 PLC评定等级 2级
4.热变形温度(0.45Mpa):220°C ISO 75-2/B、维卡软化温度:205°C ISO 306/B120
5.PBT基材属于结晶性材料,熔融体积指数(260°C/2.16kg)35cm³/10min ISO 1133,适合薄壁成型
6.注塑成型温度:250~270°C
二.VX5022 (一)简介
◆型号 : VX5022 ◆厂家 : SABIC/沙伯基础
◆类别: PBT+30%GF ◆用途: 汽车|车载镜头|底座
(二)基本要求
1.防火阻燃:1.6mmHB UL 94认证标准、灼热丝燃烧指数:750°C以上;

2.激光穿透-产品四周每边三点激光传输值≥50%(12点);
3.良好的尺寸稳定性-内螺纹设计与镜头组装;
4.良好的变形量、低翘曲-翘曲管控≤0.07mm;
5.良好的抗UV、耐候稳定性能;
6.注塑成型。
(三)材料特性
1.防火阻燃级别:1.6mm HB、2mm 5VA UL 94、灼热丝燃烧指数:1mm,750°C IEC 60695-2-12
2.部件壁厚1.6mm,产品四周每边三点激光传输值:60%(12点),壁厚影响激光穿透值
3.添加20%GF增强,模具收缩率平行方向):0.3~0.8%、(垂直方向)0.5~0.9%,相比非增强PBT材料尺寸稳定性好
4.添加20%GF增强,翘曲改良,根据产品实际应用翘曲控制在≤0.07mm内
5.基材为PBT结晶性材料,抗UV级别:F2,良好的耐候稳定性
6.注塑成型料管温度:250~270°C
|
|
【免责声明】 广州搜料信息技术有限公司保留所有权利。 此数据表中的信息由搜料网soliao.com从该材料的生产商处获得。搜料网soliao.com尽最大努力确保此数据的准确性。 但是搜料公司对这些数据值及建议等给用户带来的不确定因素和后果不承担任何责任,并强烈建议在最终选择材料前,就数据值与材料供应商进行验证。 |
价格走势图
开始时间:
结束时间:
材料厂家:
【牌号齐全,内容全面】
全网共2500+项牌号+上游原料单体+原油价格,最长可追溯近20年价格行情
【精准,及时,权威!】
专业团队挖掘行情信息,第一时间发布行情
抱歉!该牌号暂无认证数据。
免责声明:参考价格是搜料网根据网络大数据拟合分析的结果,仅供参考。实际成交价取决但不限于以下因素:下单时间,付款方式,交货方式,数量,税费,色号,产地,项目信息。
抱歉!暂无数据。
抱歉!暂无数据。


















 支付宝
支付宝 微信支付
微信支付