


























| 牌号简介 About |
|---|
| LNP Thermocomp LF005是一种基于含玻璃纤维的聚醚醚酮树脂的化合物。又名:lnp*Thermocomp*化合物LF-1005产品再订购名称:LF005 LNP* THERMOCOMP* LF005 is a compound based on Polyetheretherketone resin containing 25% Glass Fiber. |
产品描述 Product Description
厂家:沙特沙伯基础 SABIC
类别:PEEK PEEK
加工条件:注射成型 Injection Molding
填料:玻璃纤维
| 技术参数 Technical Data | |||
|---|---|---|---|
|
物理性能 PHYSICAL |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
密度 Density |
1.48 | g/cm³ | ASTM D792, ISO 1183 |
|
收缩率 Shrinkage rate |
|||
|
MD:24 hrs MD:24 hrs |
0.50 到 0.70 | % | ASTM D955 |
|
TD:24 hrs TD:24 hrs |
1.0 到 1.2 | % | ASTM D955 |
|
TD:24 hrs TD:24 hrs |
1.1 | % | ISO 294-4 |
|
MD:24 hrs MD:24 hrs |
0.64 | % | ISO 294-4 |
|
机械性能 MECHANICAL |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
拉伸模量 Tensile modulus |
|||
|
-- -- 1 |
MPa | ASTM D638 | |
|
-- -- |
MPa | ISO 527-1-2 | |
|
拉伸强度 tensile strength |
|||
|
屈服 yield |
MPa | ASTM D638 | |
|
屈服 yield |
MPa | ISO 527-2 | |
|
断裂 fracture |
MPa | ASTM D638 | |
|
断裂 fracture |
MPa | ISO 527-2 | |
|
拉伸应变 Tensile strain |
ASTM D638, ISO 527-2 | ||
|
屈服 yield |
% | ||
|
断裂 fracture |
% | ||
|
弯曲模量 Bending modulus |
|||
|
-- -- |
MPa | ASTM D790 | |
|
-- -- |
MPa | ISO 178 | |
|
弯曲强度 bending strength |
|||
|
-- -- |
MPa | ASTM D790 | |
|
-- -- |
MPa | ISO 178 | |
|
冲击性能 IMPACT |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
悬臂梁缺口冲击强度 Impact strength of cantilever beam notch |
|||
|
23℃ 23℃ |
J/m | ASTM D256 | |
|
23℃ 23℃ 2 |
kJ/m² | ISO 180-1A | |
|
悬臂梁无缺口冲击强度 Notched impact strength of cantilever beam |
|||
|
23℃ 23℃ |
J/m | ASTM D4812 | |
|
23℃ 23℃ 3 |
kJ/m² | ISO 180/1U | |
|
装有测量仪表的落镖冲击 Dart impact equipped with measuring instruments |
|||
|
23℃,Energy at Peak Load 23℃,Energy at Peak Load |
J | ASTM D3763 | |
|
-- -- |
J | ISO 6603-2 | |
|
热性能 THERMAL |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
热变形温度 Hot deformation temperature 4 |
|||
|
1.8 MPa,未退火,64 mm跨距 1.8 MPa, unannealed, 64 mm span 4 |
℃ | ISO 75-2/Af | |
|
线性热膨胀系数 Linear coefficient of thermal expansion |
|||
|
MD:-40~40℃ MD:-40~40℃ |
1/℃ | ASTM E831 | |
|
MD:-40~40℃ MD:-40~40℃ |
1/℃ | ISO 11359-2 | |
|
TD:-40~40℃ TD:-40~40℃ |
1/℃ | ASTM E831 | |
|
TD:-40~40℃ TD:-40~40℃ |
1/℃ | ISO 11359-2 | |
| 备注 |
|---|
| 1 一般属性:这些不能被视为规格。 |
| 2 2.0 in/min |
| 3 80*10*4 |
| 4 80*10*4 mm |
|
【新闻资讯】查看全部 
浅议塑料油箱挤出吹塑成型与模具设计工艺
2016-08-25 下文中,笔者将从个人工作实践经验出发,对塑料油箱挤出吹塑成型工艺、模具设计工艺要点进行分析和总结,阐述塑料油箱吹塑成型模具结构设计方案,探讨挤出吹塑模具分成多个部分的分型面设计,对吹塑模具排气设计、模具冷却分层系统设计等环节进行介绍,以期在总结前人成果经验、成功设计案例的基础上有所提高与创新,为同行工作者给出参考和借鉴。 1、塑料油箱挤出吹塑成型模具的结构设 |
|
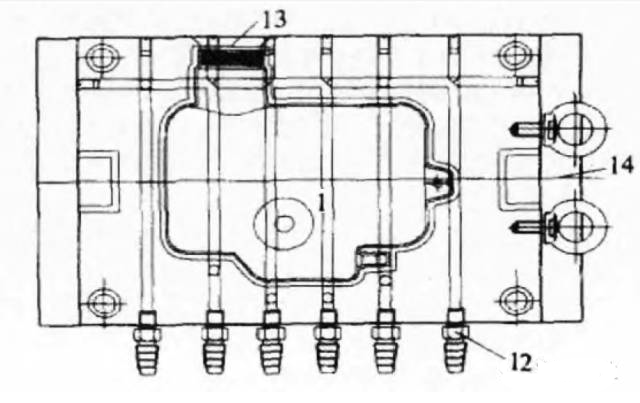
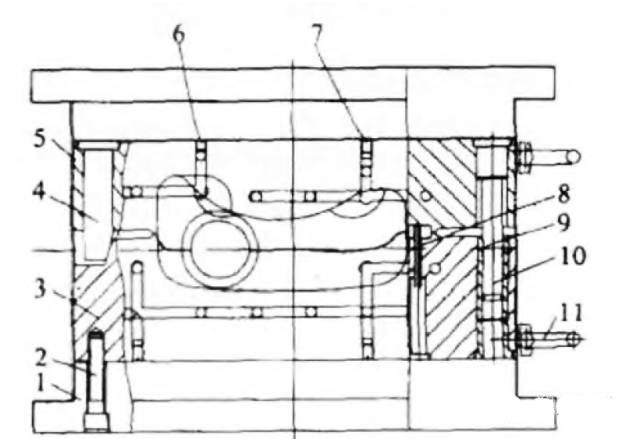
浅议塑料油箱挤出吹塑成型与模具设计工艺 下面中,小编将从本人工作中社会经验考虑,对塑料油箱挤出吹塑成型加工工艺、模具设计方案加工工艺关键点开展剖析和汇总,论述塑料油箱吹塑成型模具构造方案设计,讨论挤出吹塑模具分为好几个一部分的分析面设计方案,对吹塑模具排气管设计方案、模具制冷层次控制系统设计等阶段开展详细介绍,以求在汇总先人成效工作经验、取得成功设计案例的基本上逐步提高与自主创新,为同行业工作人员得出参照和效仿。 1、塑料油箱挤出吹塑成型模具的总体设计 塑料油箱挤出吹塑成型模具的关键构造为2个凹型凹模的分模模具,其目地是凸起塑料油箱商品外表层,并明确模具产品型号与外观设计,最后根据吹塑挤出,将机械加工制造生产制造零部件经过制冷系统,进行从低分子结构形状到高分子材料形状的变化定形。其设计规范与目地剖析以下:一是塑胶电子邮箱挤出吹塑成型的模具规格型号理应与生产制造总体目标、客户满意度相一致;二是保证半制品塑胶型坯可以被精确断开,并防止导致对型坯的过多拉扯和毁坏;三是要提升挤出吹塑模具构造间的联接密封性,提升吹塑模具的使用性能能;四是要提高挤出吹塑模具的排气管实际效果,提升气体清除速度;五是提升吹塑制冷层次控制系统设计,确保制冷层次实际效果的效率性,促使溫度在制冷系统液體通道中的均速传送,防止由于吹塑成型時间的不善耽误造成 塑胶制品产生形变。挤出吹塑模具在一般 状况下,设计方案为一副模具每一次吹塑成型一个塑料件,这种模具总体设计的优点为简易便捷,生产加工步骤方便快捷高效率,制造成本经济发展适合。塑料油箱的挤出吹塑生产加工,理应依据安装规定和项目规模,设计方案2个之上的模具生产制造工序,避免人力资源、物资供应資源的不善闲置或是消耗。塑料油箱的挤出吹塑成型模具构造设计图纸如图所示1, 图2所显示。
吹塑模具总体设计 1 、凹模板底版;2 、内六角螺钉;3 、左凹模板;4 、精准定位件;5 、右凹模板;6、7 、打槽固定螺钉;8 、镶件固定不动型芯;9 、导柱;10 、定位销;11 、吊钩;12 、水管快速接头;13 、进进油口口;14 、球面定位设备 图2 吹塑模具总体设计 2、料汽车油箱挤出吹塑成型模具的分析面设计方案 塑料油箱挤出吹塑模具的分析面设计方案,要将模芯横着较大 直徑和管形型坯直径中间比率设置在有效范畴内,尽可能变小比率差别;理应保证吹塑成型模具通道管路的薄厚平衡,提升挤出吹塑成型的精确性;设计方案工作人员理应依靠模具构造中的分析面设计方案,化简挤出吹塑生产制造步骤,提升塑料件出模的通过率。在明确分析面类型和部位的情况下,要确保2个凹型凹模的分模吹塑模具之中的凹痕水平一致,而且凹模薄厚不可以失调。 3、塑料油箱挤出吹塑成型模具的排气管设计方案 气体排出来设计方案是塑胶电子邮箱挤出吹塑成型加工工艺的重要环节。吹塑成型全过程中,所排出来气体容积理应恰好相当于模具凹型凹模容量减掉的模具合闭那时候的型坯容量。为了更好地将塑胶型坯与模具凹型凹模之中的不必要气体成功、快速排出来,避免让残余气体传导阻滞在模具之中,提升商品的吹塑高效率,确保吹塑全过程中型坯与模具彻底迎合,防止塑料件表面接到气体隔绝危害而造成凹痕、凸起或是别的样子转变和产品质量问题。排气管欠佳还会继续增加制品的制冷時间,导致制品壁厚遍布不匀称,减少制品的物理性能。故应设立充足的排气管安全通道以确保制品可以成型圆润。因为该模具分析面两侧匀称地设定了裁边刀口、缩小段和余边槽,成型时尾料将分析面封闭式,汽体没法从分析面处清除,故该模具只有以在模芯中设立排出气孔的方式排气管。 4、塑料油箱挤出吹塑成型模具的制冷层次设计方案 基本上全部的热固性塑料成型加工工艺如挤出成型、注入成型、真空泵成型等,其成型周期时间在非常大水平上在于塑胶的制冷時间长度。对吹塑成型特别是在这般,由于其制冷時间占成型周期时间的60%之上,对厚壁管塑件则达90%。若制冷不匀称会使塑件各位置的缩水率存有差别,造成制品涨缩、短板倾斜等状况。该模具选用的是直连式制冷方法,即立即在模版上打孔,模外串连产生制冷控制回路,进入制冷物质开展制冷。 5、塑料油箱挤出吹塑成型模具的吹塑工艺技术该塑料油箱的挤出吹塑加工工艺全过程 最先,打开的吹塑模具挪到挤出发动机正下方,挤出机在两半吹塑模具中挤出型坯,做到规定的长短后,吹塑模具锁模,断开型坯后从挤出发动机正下方移除,成型汽车油箱进进油口的模座向前,与型坯和吹塑模具触碰,模座管理中心开有汽体安全通道,空气压缩从而引进型坯中,吹胀型坯,使其与吹塑模具内表层密不可分触碰,制冷定形后出模取货。 总的来说,塑料油箱的挤出吹塑成型方案设计中,相关设计方案企业公司以及工作员理应依据实际生产制造要求,明确吹塑生产加工的模具生产制造工序,根据吹塑模具总体设计提升,模具设计方案技术水平的提升,提高公司的竞争优势和经济实力。 来源于:大连市塑胶研究室 |
|
【免责声明】 广州搜料信息技术有限公司保留所有权利。 此数据表中的信息由搜料网soliao.com从该材料的生产商处获得。搜料网soliao.com尽最大努力确保此数据的准确性。 但是搜料公司对这些数据值及建议等给用户带来的不确定因素和后果不承担任何责任,并强烈建议在最终选择材料前,就数据值与材料供应商进行验证。 |
价格走势图
开始时间:
结束时间:
材料厂家:
【牌号齐全,内容全面】
全网共2500+项牌号+上游原料单体+原油价格,最长可追溯近20年价格行情
【精准,及时,权威!】
专业团队挖掘行情信息,第一时间发布行情
抱歉!该牌号暂无认证数据。
免责声明:参考价格是搜料网根据网络大数据拟合分析的结果,仅供参考。实际成交价取决但不限于以下因素:下单时间,付款方式,交货方式,数量,税费,色号,产地,项目信息。
抱歉!暂无数据。
抱歉!暂无数据。












 支付宝
支付宝 微信支付
微信支付