



























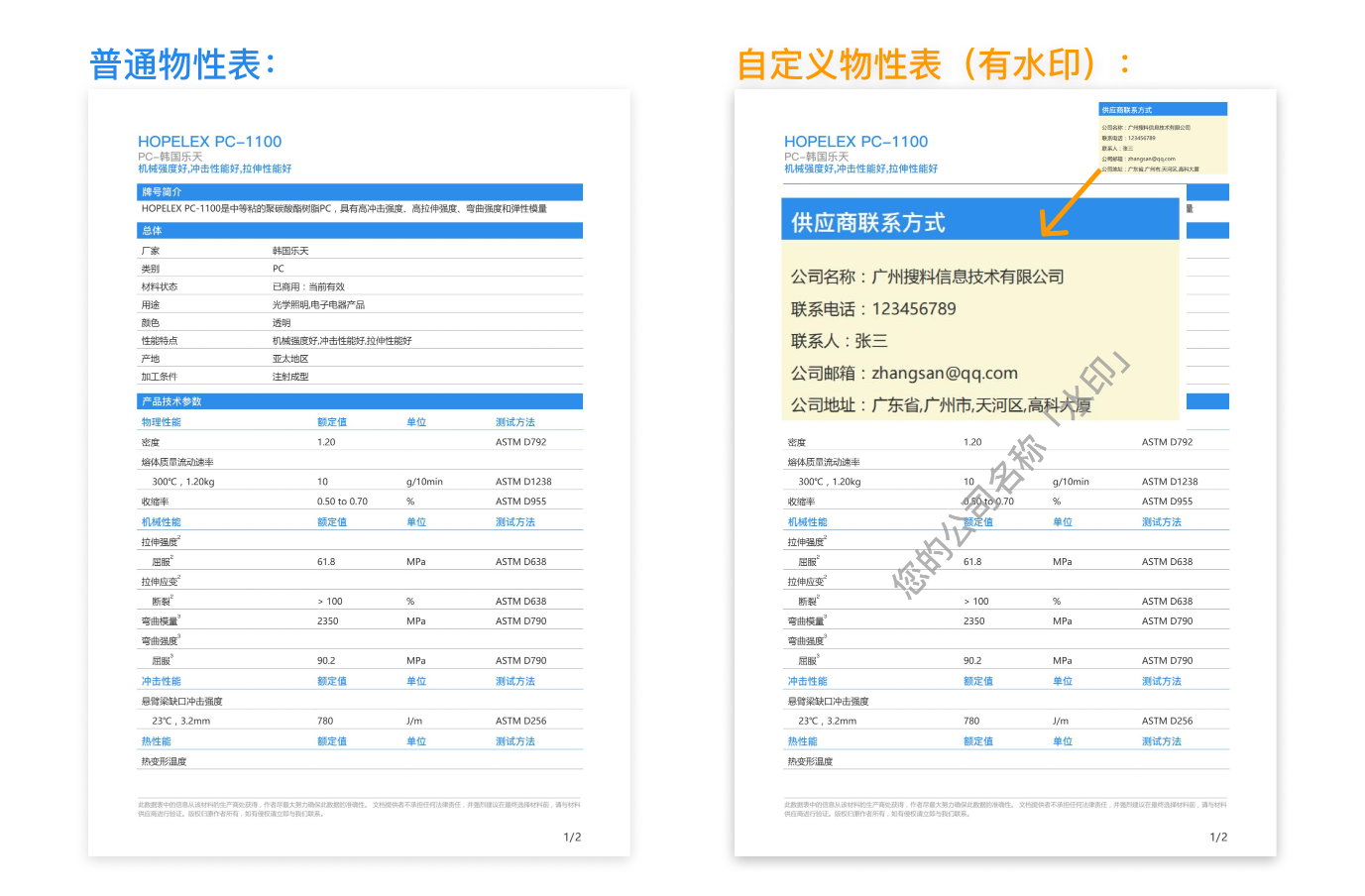
物性表自定义
公司信息及水印
公司信息及水印


下载中文物性表

下载英文物性表
下载原厂物性表

邮件发送/他人
| 牌号简介 About |
|---|
| Fibremod™ GB366WG是一种30%化学耦合玻璃纤维增强聚丙烯化合物,用于注塑成型。该产品为天然色,但可根据要求提供其他颜色。这种材料在高温下也表现出优良的机械性能。 Fibremod GB366WG is a 30% chemically coupled glass fibre reinforced polypropylene compound intended for injection moulding. The product is available in natural but other colours can be provided on request. This material shows excellent mechanical properties also at elevated temperatures. Applications Fibremod GB366WG has been developed especially for applications like: Pump housings Tubs for washing machines Miscellaneous technical components for the white goods industry Special Features Long term high heat stabilised Detergent resistant UL approval according UL94 UL approval according UL746B |
产品描述 Product Description
厂家:奥地利北欧化工 Borealis AG
类别:TPO(POE) Polyolefin Elastomer
用途:工业应用;电器用具;垫圈;
加工条件:注射成型 Injection Molding
性能特点: 可回收; 热稳定性好; Renewable resources,Heat Stabilized
填料:玻璃纤维 30
| 技术参数 Technical Data | |||
|---|---|---|---|
|
物理性能 PHYSICAL |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
密度 Density |
1.12 | g/cm³ | ISO 1183 |
|
熔体质量流动速率 Melt Flow Rate |
|||
|
230℃,2.16kg 230℃,2.16kg |
2.0 | g/10min | ISO 1133 |
|
收缩率 Shrinkage rate 2 |
Internal Method | ||
|
TD:2.0 mm TD:2.0 mm |
1.1 | % | 内部方法 |
|
MD:2.0 mm MD:2.0 mm |
0.20 | % | 内部方法 |
|
冲击性能 IMPACT |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
简支梁缺口冲击强度 Charpy Notched Impact Strength |
ISO 179/1eA | ||
|
-20℃ -20℃ |
9.0 | kJ/m² | ISO 179/1eA |
|
23℃ 23℃ |
kJ/m² | ISO 179/1eA | |
|
简支梁无缺口冲击强度 Charpy Unnotch Impact strength |
ISO 179/1eU | ||
|
-20℃ -20℃ |
kJ/m² | ISO 179/1eU | |
|
23℃ 23℃ |
kJ/m² | ISO 179/1eU | |
|
悬臂梁缺口冲击强度 Impact strength of cantilever beam notch |
ISO 180/1A | ||
|
-20℃ -20℃ |
kJ/m² | ISO 180-1A | |
|
23℃ 23℃ |
kJ/m² | ISO 180-1A | |
|
热性能 THERMAL |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
热变形温度 Hot deformation temperature |
|||
|
1.8 MPa,未退火 1.8 MPa, unannealed |
℃ | ISO 75-2/A | |
|
0.45 MPa,未退火 0.45 MPa, unannealed |
℃ | ISO 75-2/B | |
|
维卡软化温度 Vicat Softening Temp |
|||
|
-- -- |
℃ | ISO 306/A | |
|
-- -- |
℃ | ISO 306/B | |
|
机械性能 MECHANICAL |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
拉伸模量 Tensile modulus |
|||
|
1 mm 1 mm |
MPa | ISO 527-2 | |
|
拉伸强度 tensile strength |
MPa | ISO 527-2 | |
|
拉伸应变 Tensile strain |
|||
|
断裂 fracture |
% | ISO 527-2/50 | |
|
弯曲模量 Bending modulus 3 |
MPa | ISO 178 | |
|
弯曲强度 bending strength |
MPa | ISO 178 | |
|
球压硬度 Ball hardness |
|||
|
H358/30 H358/30 |
MPa | ISO 2039-1 | |
| 备注 |
|---|
| 1 一般属性:这些不能被视为规格。 |
| 2 150x80x2 |
| 3 0.079 in/min |
|
【新闻资讯】查看全部
如何有效地提高注塑模具质量?
2017-11-27 为了能够生产出合格的塑胶注塑模具,我们必须要提供塑胶注塑模具的质量,那么有什么措施能够提高塑胶注塑模具的质量呢? 制定一套完整的塑料模具生产管理系统,实现模具在生产管理流程的产品数据的管理、工艺数据管理、计划管理、进度管理的计算机信息化管理系统,包括模具生产计划的制定、模具设计、工艺制定、车间任务分派和产品检验,库房管理等,使塑料模具在制造及相关辅助信息从计划制定到完工交付能够实现全方位跟踪管理。 将计划、设计、加工工艺、车间生产情况、人力资源等的信息有机地 |
|
如何有效地提高注塑模具质量? 为了更好地可以生产出达标的塑料注塑加工模具,大家务必要出示塑料注塑加工模具的品质,那麼有哪些对策可以提升塑料注塑加工模具的品质呢? 制订一套详细的塑料模具生产智能管理系统,完成模具在生产流程管理的商品数据信息的管理方法、加工工艺数据库管理、计划管理方法、项目进度管理的电子计算机信息化管理智能管理系统,包含模具生产计划的制订、模具设计方案、加工工艺制订、车间每日任务分配和产品质量检验,库房的管理等,使塑料模具在生产制造及有关輔助信息内容从计划制订到竣工交货可以完成多方位追踪管理方法。 将计划、设计方案、制作工艺、车间生产状况、人力资源管理等的信息内容有机化学地机构、融合在一起开展综合,进而合理融洽计划和生产,可以合理确保塑料模具品质并按期供货。 根据合理操纵车间的工作中法院传票的给出,合理管理方法数控刀片的损毁;根据精确的模具总体设计、高效率的模具零件加工和精确的零配件检验,将合理的减少塑料模具因设变、检修而产生的额外成本费,进而得到 每件模具的计划成本,合理地操纵模具品质。 模具安装就好似拼装设备一样,每一个构件,每一个螺丝都不可以错误,不然不良影响会相当严重,轻则造成商品缺点,危害生产,重则完全危害模具,导致损毁。因此安装的活一定要十分的细腻。 安装全过程中尤其是要留意模具的清理工作中,非常是水道、螺钉孔,一定要吹整洁里边的铁销,不然顾客十分发火的。 模具维护保养主要是生产全过程中的维护保养和维护保养。模具如同轿车一样,假如长期性无需又不用维护保养得话就很有可能造成模具报毁掉。因此每一次模具应用后必须开展全方位的维护保养,非常的是成形一部分的防锈处理,关键姿势构件的防锈处理。 由于模具因为生产全过程时要装水的,很有可能在安裝或拆装全过程中有睡弄到模具上,因此一定要确保模具的干躁,随后再刷一层油。 来源于:微注塑加工 |
|
【免责声明】 广州搜料信息技术有限公司保留所有权利。 此数据表中的信息由搜料网soliao.com从该材料的生产商处获得。搜料网soliao.com尽最大努力确保此数据的准确性。 但是搜料公司对这些数据值及建议等给用户带来的不确定因素和后果不承担任何责任,并强烈建议在最终选择材料前,就数据值与材料供应商进行验证。 |
价格走势图
开始时间:
结束时间:
材料厂家:
【牌号齐全,内容全面】
全网共2500+项牌号+上游原料单体+原油价格,最长可追溯近20年价格行情
【精准,及时,权威!】
专业团队挖掘行情信息,第一时间发布行情
抱歉!该牌号暂无认证数据。
免责声明:参考价格是搜料网根据网络大数据拟合分析的结果,仅供参考。实际成交价取决但不限于以下因素:下单时间,付款方式,交货方式,数量,税费,色号,产地,项目信息。
抱歉!暂无数据。
抱歉!暂无数据。
















 支付宝
支付宝 微信支付
微信支付