


























| 牌号简介 About |
|---|
| 全石油化工聚丙烯4252是一种1.5熔融流动速率冲击共聚物,旨在提高韧性和高熔融强度。该树脂具有优异的加工性能和优良的机械性能。总聚丙烯4252是专门为挤压瓦楞纸板市场开发的。总聚丙烯4252中催化剂残留量较低,无需使用筛网组件塞规即可延长工艺运行时间。总聚丙烯4252符合所有适用于食品接触应用的FDA法规。总聚丙烯4252被推荐用于波纹板、型材挤压、吹塑、热成型和地毯衬垫用狭缝薄膜。 |
产品描述 Product Description
厂家:法国道达尔 TOTAL
类别:PP均聚 PP homopolymerization
用途:薄膜;地毯背衬;波形板;型材;吹塑成型应用;热成型应用;
加工条件:吹塑成型
性能特点: 抗冲共聚物; 熔体强度好; 低残留; 高纯度; 食品接触; 韧性好; 易加工; Excellent Processability,Good flexibility,High purity,Low Residuals,Food contact compliance,Good melt strength,Impact copolymer
| 技术参数 Technical Data | |||
|---|---|---|---|
|
物理性能 PHYSICAL |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
密度 Density |
0.905 | g/cm³ | ASTM D1505 |
|
熔体质量流动速率 Melt Flow Rate |
|||
|
230℃,2.16kg 230℃,2.16kg |
1.5 | g/10min | ASTM D1238 |
|
机械性能 MECHANICAL |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
拉伸强度 tensile strength |
|||
|
屈服 yield |
27.6 | MPa | ASTM D638 |
|
拉伸应变 Tensile strain |
|||
|
屈服 yield |
6.5 | % | ASTM D638 |
|
弯曲模量 Bending modulus |
1240 | MPa | ASTM D790 |
|
冲击性能 IMPACT |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
悬臂梁缺口冲击强度 Impact strength of cantilever beam notch |
|||
|
23℃ 23℃ |
J/m | ASTM D256 | |
|
热性能 THERMAL |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
热变形温度 Hot deformation temperature |
|||
|
0.45 MPa,未退火 0.45 MPa, unannealed |
℃ | ASTM D648 | |
|
熔融温度 Melting temperature |
℃ | 内部方法 | |
| 备注 |
|---|
| 1 一般属性:这些不能被视为规格。 |
|
【新闻资讯】查看全部 
茂金属聚乙烯薄膜的特点
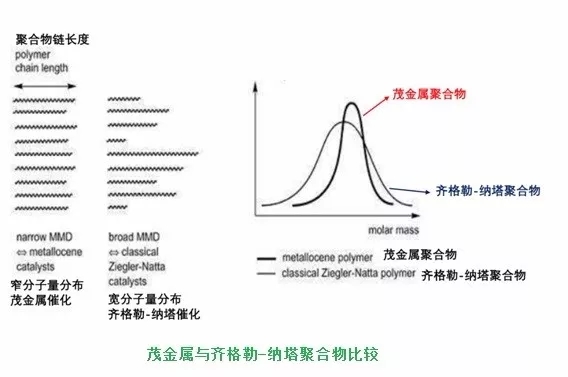
2018-09-20 茂金属聚乙烯薄膜的特点 茂金属聚乙烯是指用茂金属催化剂反应制得的聚乙烯材料,简称茂金属(mPE)。与普通的齐格勒-纳塔催化剂制得的LLDPE相比,mPE具有相对较窄的分子量分布以及较均匀的组成分布,因此所制得的薄膜强度高,纵横向强度均匀性好。由于分子量分布窄,低分子物含量极少,因此抗化学萃取和抗污染性能好,薄膜粘性低;同时不含有超高分子物,所以晶点较少。mPE薄膜具有优良的物理机械性能,比如:抗穿刺,耐冲击,拉力高,撕裂好等特点。mPE薄膜 |
|
茂金属聚乙烯薄膜的特点 茂金属聚乙烯薄膜的特点 茂金属聚乙烯是指用茂金属催化剂反应制得的聚乙烯材料,简称茂金属(mPE)。与普通的齐格勒-纳塔催化剂制得的LLDPE相比,mPE具有相对较窄的分子量分布以及较均匀的组成分布,因此所制得的薄膜强度高,纵横向强度均匀性好。由于分子量分布窄,低分子物含量极少,因此抗化学萃取和抗污染性能好,薄膜粘性低;同时不含有超高分子物,所以晶点较少。mPE薄膜具有优良的物理机械性能,比如:抗穿刺,耐冲击,拉力高,撕裂好等特点。mPE薄膜热封性能很好,起封温度低,热封温度范围宽,熔点峰值低,缩短了热封时间,密封性能好,渗漏断裂现象大大减少。此外,mPE薄膜还具有食品包装需要的防潮、隔气、抗氧化、耐油、耐冻、耐蒸煮、耐化学腐蚀,无毒、无味、不影响食品营养成分,保持食品香味、印刷性能好、容易开口等特性,因此成为高性能包装薄膜常用的树脂材料。一般性的LLDPE薄膜在油脂存在情况下易产生迁移、氧化,在碱、酸或者强力表面活性剂的作用下,热封焊缝往往会破裂,造成污染。而mPE薄膜具有传统的LDPE、LLDPE、PP、EVA等材质薄膜所不及的诸多优点,目前正在逐步取代一部分传统包装材料,它将以优异的性能在包装行业占据相当重要的地位。
茂金属聚乙烯薄膜在高性能包装中的应用 选材与配方设计 由于mPE树脂在吹膜过程中对工艺、设备均有一定的要求,mPE薄膜生产成本受到制约。在生产过程中,采用mPE/LLDPE共混挤出吹塑方法获得了性能优异的包装材料,降低了薄膜的综合成本,并使熔体粘度下降,传递给螺杆的扭矩减少,从而减轻驱动载荷,使大规模生产薄膜得以实现。高性能包装膜的生产配比一般mPE为60%,LLDPE或者LDPE为40%时,其成本、生产工艺和性能达到较理想的状态。 高性能包装用mPE薄膜的生产工艺控制 茂金属聚乙烯树脂由于其特殊的分子量分布以及组成分布,决定了该聚合物的加工工艺甚至加工设备与传统材料有所不同。在茂金属薄膜的生产过程中,必须保证设备的正常运行和严格控制好工艺条件,以达到稳定产品质量的目的。 1.生产工艺流程:mPE薄膜的生产工艺与普通聚乙烯薄膜工艺基本相同,但工艺条件控制有所区别。工艺流程大致如下:配料-搅拌-挤出-吹胀-冷却-电晕-牵引-收卷-检验-包装。 2.吹塑工艺控制:由于目前茂金属聚乙烯树脂价格高于普通聚乙烯树脂,为降低成本,采用mPE与通用级LLDPE或者LDPE树脂混合使用。当原料计量进入挤出机加料段时,树脂处于熔融阶段,粘度陡然增大,通过螺杆传递扭矩,驱动电动机电流上升。如果控制不好会造成停机或者其他现象出现,机内物料的温度也随之上升,熔体出口模时造成牵引不平稳,出现破膜、断膜、膜泡不稳定,进而影响薄膜的幅宽和厚薄均匀性。如果降温,则薄膜塑化不好、晶点多、透明度差,薄膜的力学性能下降,膜质较硬,且粗糙。与其他薄膜复合时出现局部收缩、脱层、热封效果差等一系列问题。因而mPE吹塑工艺最好遵循:低-高-中-中温区挤出工艺的规律,从而使熔体塑化均匀,出料平稳,牵引,收卷正常。这样,在加料段应当保持低温,以确保送料及时和强大的推力;在压缩段应迅速升温,使树脂提前熔融,减少熔体因粘度增大而产生的超扭矩反应;熔体进入均化段应采用降温的办法,便于转移更多的热量积累,使物料处于平稳的粘流状态,保证熔体均衡通过滤网,形成稳定的管膜,杜绝熔体破裂现象,为后面的牵引、冷却打好基础。 冷却也是mPE薄膜加工中很重要的一环,由于mPE树脂熔体挤出温度比传统LLDPE高而结晶温度又比LLDPE低,及时转移熔体热量尤其重要。应采用双层风环及时散热以满足工艺要求。适宜的吹胀比有助于膜泡冷却,提高薄膜的均衡取向,也保证薄膜厚薄的均一性。在mPE薄膜的生产过程中吹胀比保持在1.8-3.5之间为佳,霜线高度应控制在2D(D为机头口模直径)左右,薄膜的综合质量得以保证。 3.设备的要求:mPE树脂在进入挤出机后物料从受挤压到熔融,物料进入熔融中期时熔体粘度陡增,物料的摩擦力增大,造成螺杆扭矩增大,产生压力传递,挤出机的驱动部分承受很大载荷,使主机电流升高,因而在设备选型时,必须选择驱动功率能足够承受生产中出现的扭矩及载荷的设备。在生产过程中,控制合理的工艺条件也可在一定范围内改善主机承受的载荷,确保生产正常进行。 挤出机螺杆长径比选择也是mPE薄膜生产设备的一个关键,选择螺杆的长径比合理可生产优质的mPE薄膜,同时也能保证生产能力的实现,从而减少浪费获得一定的收益。目前对mPE薄膜加工要采用的螺杆技术参数看法并不一致,但挤出机螺杆应有足够的挤出压力,使螺杆在压缩段具有足够的剪切作用;进入均化段后又须减少剪切,使熔体松弛,并迅速转移热量,快速出模以稳定生产能力。一般螺杆长径比选择在25:1�C32:1之间才能保证mPE薄膜的产量及产品质量。 结语 茂金属聚乙烯材料由于其优异的性能已经被普遍应用到食品包装和工业包装领域。各大茂金属的供应商也在积极升级技术,开发新一代茂金属材料,力求做到性能、挺度、加工、热封等各方面的平衡。不同的茂金属催化剂得到的茂金属性能也不相同,用户可根据自己产品的需求选择合适的茂金属材料。 来源:薄膜通 |
|
【免责声明】 广州搜料信息技术有限公司保留所有权利。 此数据表中的信息由搜料网soliao.com从该材料的生产商处获得。搜料网soliao.com尽最大努力确保此数据的准确性。 但是搜料公司对这些数据值及建议等给用户带来的不确定因素和后果不承担任何责任,并强烈建议在最终选择材料前,就数据值与材料供应商进行验证。 |
价格走势图
开始时间:
结束时间:
材料厂家:
【牌号齐全,内容全面】
全网共2500+项牌号+上游原料单体+原油价格,最长可追溯近20年价格行情
【精准,及时,权威!】
专业团队挖掘行情信息,第一时间发布行情
抱歉!该牌号暂无认证数据。
免责声明:参考价格是搜料网根据网络大数据拟合分析的结果,仅供参考。实际成交价取决但不限于以下因素:下单时间,付款方式,交货方式,数量,税费,色号,产地,项目信息。
抱歉!暂无数据。
抱歉!暂无数据。












 支付宝
支付宝 微信支付
微信支付