
























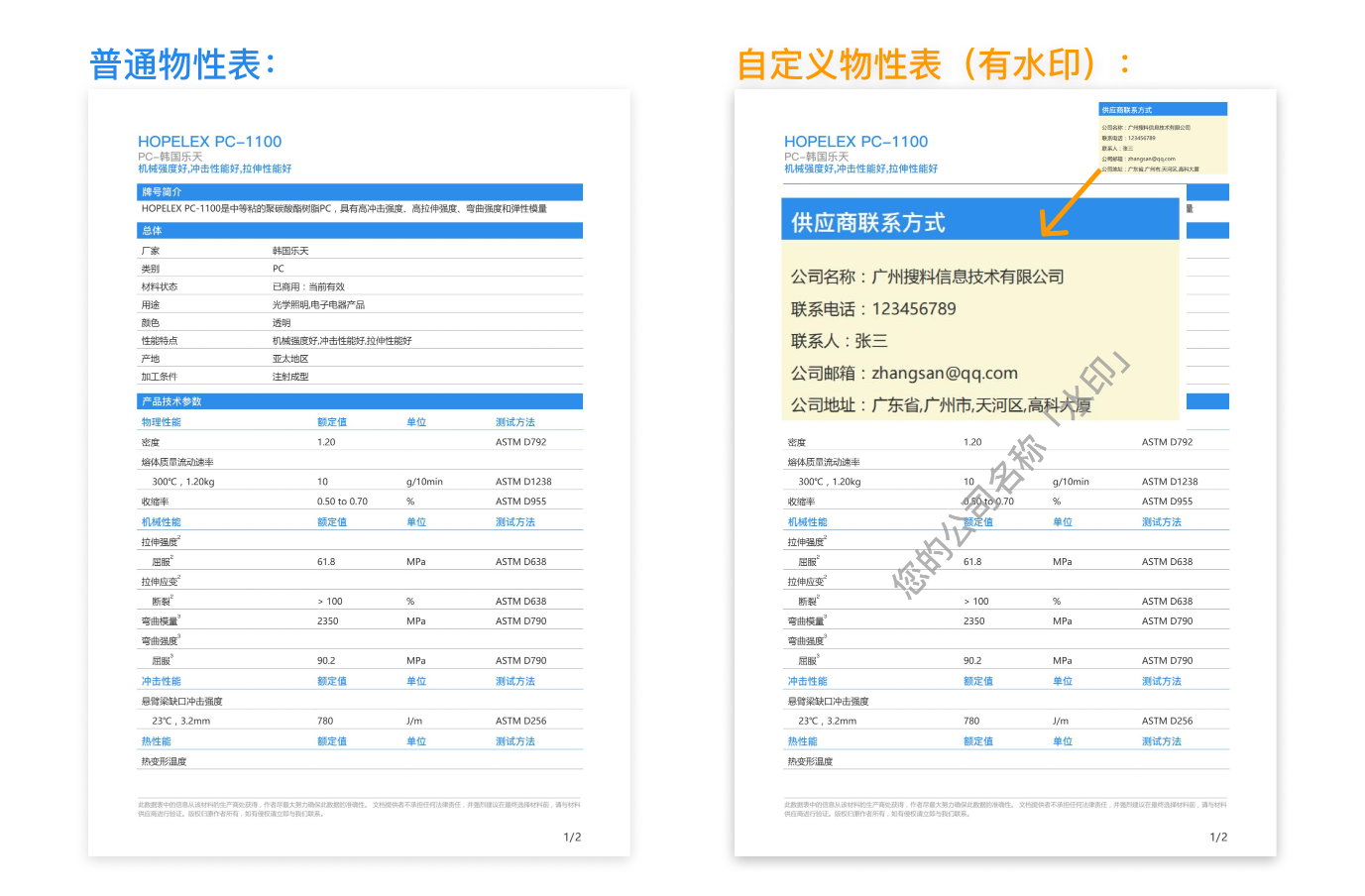
公司信息及水印




| 牌号简介 About |
|---|
| POLYREX® PH-888G是一种高抗冲聚苯乙烯产品,。 它,在北美洲、非洲和中东、拉丁美洲、欧洲或亚太地区有供货。 特性包括: 阻燃/额定火焰 通过 ROHS 认证 高光泽度 耐冲击 POLYREX® PH-888G is a High Impact Polystyrene product. It is available in Africa & Middle East, Asia Pacific, Europe, Latin America, or North America. Characteristics include: Flame Rated RoHS Compliant High Gloss Impact Resistant |
| 技术参数 Technical Data | |||
|---|---|---|---|
|
物理性能 PHYSICAL |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
密度 Density |
1.05 | g/cm³ | ISO 1183 |
|
热性能 THERMAL |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
热变形温度 HDT |
|||
|
1.8 MPa,退火 1.8 MPa, annealed |
95 | ℃ | ISO 75-2/A |
|
1.8 MPa,退火 1.8 MPa, annealed |
79 | ℃ | ISO 75-2/Af |
|
维卡软化温度 Vicat Softening Temperature |
注册或登录后
所有资料免费
|
||
|
A50 A50 |
注册或登录后
所有资料免费
|
℃ | ISO 306/A50 |
|
B50 B50 |
注册或登录后
所有资料免费
|
℃ | ISO 306 |
|
阻燃性能 FLAME CHARACTERISTICS |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
阻燃等级 Flame Class Rating |
注册或登录后
所有资料免费
|
||
|
1.50mm 1.50mm |
注册或登录后
所有资料免费
|
UL-94 | |
|
3.00mm 3.00mm |
注册或登录后
所有资料免费
|
UL-94 | |
|
冲击性能 IMPACT |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
简支梁无缺口冲击强度 Charpy Unnotched Impact strength |
注册或登录后
所有资料免费
|
||
|
23℃ 23℃ |
注册或登录后
所有资料免费
|
kJ/m² | ISO 179/1eU |
|
简支梁缺口冲击强度 Charpy Notched Impact Strength |
注册或登录后
所有资料免费
|
||
|
23℃ 23℃ |
注册或登录后
所有资料免费
|
kJ/m² | ISO 179/1eA |
|
悬臂梁缺口冲击强度 Izod Notched Impact strength |
注册或登录后
所有资料免费
|
||
|
23℃ 23℃ |
注册或登录后
所有资料免费
|
kJ/m² | ISO 180-1A |
|
机械性能 MECHANICAL |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
球压硬度 ball-indentation hardness |
注册或登录后
所有资料免费
|
MPa | ISO 2039-1 |
|
拉伸强度 tensile strength |
注册或登录后
所有资料免费
|
||
|
23℃ 23℃ |
注册或登录后
所有资料免费
|
MPa | ISO 527-2 |
|
拉伸应变 Tensile strain |
注册或登录后
所有资料免费
|
||
|
断裂,23℃ Fracture, 23 ℃ |
注册或登录后
所有资料免费
|
% | ISO 527-2 |
|
弯曲强度 Flexural Strength |
注册或登录后
所有资料免费
|
||
|
23℃ 23℃ |
注册或登录后
所有资料免费
|
MPa | ISO 178 |
|
弯曲模量 Flexural Modulus |
注册或登录后
所有资料免费
|
||
|
23℃ 23℃ |
注册或登录后
所有资料免费
|
MPa | ISO 178 |
| 备注 |
|---|
| 1 一般属性:这些不能被视为规格。 |
| 2 23°C |
| 3 0.24 in/min |
| 4 0.11 in/min |
| 5 0.079 in/min |
| 6 速率 A (50°C/h), 压 力1 (10N) |
|
【新闻资讯】查看全部 
中化泉州EVA装置开车成功,首批产品顺利出厂!
2021-07-21 搜料网资讯: 2021年7月14日8点58分,中国中化泉州石化二期项目EVA(乙烯-醋酸乙烯共聚物)装置一次开车成功,产品合格,标志着泉州石化100万吨/年乙烯及炼油改扩建项目17套装置均已 |
|
中化泉州EVA装置开车成功,首批产品顺利出厂! 搜料网资讯:2021年7月14日8点58分,中国中化泉州石化二期项目EVA(乙烯-醋酸乙烯共聚物)装置一次开车成功,产品合格,标志着泉州石化100万吨/年乙烯及炼油改扩建项目17套装置均已投产运行,化工生产线全面打通,中化能源炼化一体化生产再上新台阶。
开工团队手捧EVA产品 开车期间,内、外操团队全力以赴,默契配合。随着一次压缩机、二次压缩机启动,系统升压完毕,反应成功建立,挤压及切粒系统稳定,物料平稳送入过渡料仓……开工团队实现了现场与控制室完美协作。耗时4小时54分,EVA装置顺利生产出高质量牌号UL00218产品,装置开车成功! 截至7月20日,EVA装置已生产两个牌号的EVA产品,装置设备均已达到稳定运行条件。
7月20日下午,首车EVA树脂产品(UL00218)在泉州石化立体仓库正式装车出厂。泉州石化与中化化销举行了EVA装置首车产品出厂仪式,大家纷纷表示,各方将密切协同,稳步推进新产品、尤其是高端聚烯烃产品的研发、生产和销售,为将中国中化建设成为世界一流的综合性化工企业而努力奋斗。
EVA产品作为化工市场的“新宠”,市场前景广阔,适用于轻工业发泡鞋材领域,与福建泉州地区的制鞋产业高度契合。由于树脂共混发泡制品具有柔软、弹性好、耐化学腐蚀、耐环境应力开裂性以及抗水性等性能,因此EVA树脂被广泛应用于中高档旅游鞋、登山鞋、拖鞋、凉鞋的鞋底和内饰材料中。 同时,EVA也可用于制作功能性棚膜、食品包装内膜、光伏发电应用等膜类材料,光缆、电线电缆防漏电外皮,飞机、汽车的高端仪表盘、内饰部件等,应用广泛。
首批EVA产品
▲EVA树脂玻璃夹层
▲鞋底
▲书籍胶装材料
▲功能性棚膜 泉州石化EVA装置成功投产,填补了华南地区EVA装置的空白,弥补福建鞋材市场需要外地资源调配的短板,强化当地化工与新材料产业链,进一步提高产品多样性,满足了当地对于高品质化工品的需求,为服务华南地区经济建设贡献积极力量。
|








|
【免责声明】 广州搜料信息技术有限公司保留所有权利。 此数据表中的信息由搜料网soliao.com从该材料的生产商处获得。搜料网soliao.com尽最大努力确保此数据的准确性。 但是搜料公司对这些数据值及建议等给用户带来的不确定因素和后果不承担任何责任,并强烈建议在最终选择材料前,就数据值与材料供应商进行验证。 |
价格走势图
抱歉!该牌号暂无认证数据。


抱歉!暂无数据。


















 支付宝
支付宝 微信支付
微信支付