
这就是注塑模具,别再说不晓得了!
已有人阅读此文 - -
模貝的构造尽管因为塑胶种类和特性、塑胶制品的样子和构造及其注塑机的种类等不一样而很有可能千姿百态,可是基础构造是一致的。模貝关键由浇筑系统软件、控温系统软件、成形零件和构造零件构成。在其中浇筑系统软件和成形零件是与塑胶直接接触一部分,并随塑胶和产品而转变,是模具中最繁杂,转变较大 ,规定生产加工光滑度和精密度最大的一部分。塑料模具是一种生产制造橡塑制品的专用工具;也是授予橡塑制品详细构造和精准规格的专用工具。注塑工艺是大批量生产一些样子繁杂构件时采用的一种生产加工方式。实际指将遇热溶化的塑胶由塑料机髙压射进模芯,经制冷干固后,获得成型品。
模貝构成模貝的构造尽管因为塑胶种类和特性、塑胶制品的样子和构造及其注塑机的种类等不一样而很有可能千姿百态,可是基础构造是一致的。模貝关键由浇筑系统软件、控温系统软件、成形零件和构造零件构成。在其中浇筑系统软件和成形零件是与塑胶直接接触一部分,并随塑胶和产品而转变,是模具中最繁杂,转变较大 ,规定生产加工光滑度和精密度最大的一部分。
塑料模具由后模和前模两一部分构成,后模安裝在注入成形机的挪动模版上,前模安裝在注入成形机的固定不动模版上。在注入成形时动模与前模合闭组成浇筑系统软件和凹模,出模时动模和前模分离出来便于取下塑胶制品。为了更好地降低繁杂的冲压模具和生产制造劳动量,注塑模具大多数选用了规范模胚。
单分析面注塑模具出模时,后模和前模分离,进而取下塑料件,称单分析面模貝,又被称为双平板式模。它是塑料模具中非常简单最基础的一种方式,它依据必须能够 设计方案成单凹模注塑模具,还可以设计方案成多凹模注塑模具,是运用最普遍的一种注塑模具。双分析面注塑模具双分析面注塑模具有两个分析面,与单分析面塑料模具相较为,双分析面塑料模具在前模一部分提升了一块能够 部分挪动的正中间板(又叫主题活动进胶口板,其上设立进胶口、过流道及前模所必须的其他零件和构件),因此也叫三平板式(动模版,正中间板,定模版)塑料模具,它常见于点进胶口入料的单凹模或多凹模的塑料模具,出模时,正中间板在前模的定位销上与定模版作定间距分离出来,便于在这里2个模版中间取下浇筑系统软件凝料。双分析面注塑模具构造繁琐,制造成本较高,零部件加工艰难,一般不用以大中型或巨型塑胶制品的成形。含有侧面分析与抽芯组织的注塑模具当塑料件有侧孔或侧凹时,需选用可侧面挪动的型芯或导轨滑块成形。注塑工艺后,后模最先向下移动一段距离,随后固定不动于定模版上的弯销的斜坡段驱使导轨滑块向外挪动,此外出模组织的摆杆促进推件板使塑料件自型芯上脱掉。含有主题活动成形零部件的注塑模具因为塑料件的一些独特构造,规定注塑模具设定可主题活动的成形零部件,如主题活动模座、主题活动型腔、主题活动镶件、主题活动外螺纹型芯或型环等,在出模时可与塑料件一起移除模外,随后与塑料件分离出来。全自动卸外螺纹注塑模具对含有外螺纹的塑料件,当规定全自动出模时,可在模貝上设定可以旋转的外螺纹型芯或型环,运用出模姿势或塑料机的转动组织,或设定专业的传动系统,推动外螺纹型芯或外螺纹型环旋转,进而滑脱塑料件。无过流道注塑模具无过流道注塑模具就是指选用热对流道开展隔热加温的方式,维持从塑料机喷头一凹模中间的塑胶呈熔融状态,使出模取下塑料件时无浇筑系统软件凝料。前面一种称绝热流道系统注塑模具,后面一种称热流道系统注塑模具。斜角式注塑模具斜角式塑料模具仅适用角式塑料机,与别的注塑模具迥然不同的是此类模貝在成形时入料的方位与开闭模方位竖直。他的流行道设立在动、前模分析面的两边,且它的截面一般 是不会改变的,这与别的塑料机用的模貝有差别的,流行道的顶端,为了更好地避免塑料机喷头与流行道進口端磨坏和形变,可设定可拆换的过流道镶块。出模组织在前模上的注塑模具在大部分注塑模具中,其出模设备均是安裝在后模一侧,那样有益于塑料机开闭模系统软件中顶出设备的工作中。在具体生产制造中,因为一些塑料件受样子的限定,将塑料件留到前模一侧对成形更强一些,这了使塑料件从模貝中滑脱,就务必在前模一侧设定出模组织
。
塑料模具由后模和前模两一部分构成,后模安裝在注入成形机的挪动模版上,前模安裝在注入成形机的固定不动模版上。在注入成形时动模与前模合闭组成浇筑系统软件和凹模,出模时动模和前模分离出来便于取下塑胶制品。为了更好地降低繁杂的冲压模具和生产制造劳动量,注塑模具大多数选用了规范模胚。
浇筑系统软件
浇筑系统软件就是指塑胶从射嘴进到凹模前的过流道一部分,包含流行道、冷料穴、分离道和进胶口等。
浇筑系统软件又被称为流道系统软件,它是将塑胶溶体由注塑机喷头引到凹模的一组入料安全通道,一般 由流行道、分离道、进胶口和冷料穴构成。它立即关联到塑胶制品的成形品质和生产率。
流行道
它是模貝中联接塑料机射嘴至分离道或凹模的一段安全通道。流行道顶端呈凹型便于与喷头对接。流行道進口直徑应略大喷头直徑(0.8毫米)以防止溢料,并避免二者因对接禁止而产生的封控。進口直徑依据产品尺寸而定,一般为4-8毫米。流行道直徑需向内扩张呈3°到5°的视角,便于流道赘物的出模。
冷料穴
它是建在流行道尾端的一个空穴,用于捕集射嘴端部2次注入中间所造成的冷料,进而避免分离道或进胶口的阻塞。假如冷料一旦渗入凹模,则所制产品中就非常容易造成热应力。冷料穴的直径8-11mm,深层为6毫米。为了更好地便于出模,其底端常由出模杆担负。出模杆的顶端宜设计方案成坎坷钩形或设凹陷管沟,便于出模时要成功拉出流行道赘物。
分离道
它是多槽模中联接流行道和每个凹模的安全通道。为使耐磨材料以等速率填满各种类型腔,分离道在模具上的排序应成对称性和等间距遍布。分离道横截面的样子和规格对塑胶溶体的流动性、产品出模和模具加工的难度系数都是有危害。
假如按相同料量的流动性而言,则以环形横截面的过流道摩擦阻力最少。但因圆柱型过流道的比表面积小,对分离道赘物的制冷不好,并且这类分离道务必设立在两截模上,既费时又不容易指向。
因而,常常选用的是梯状或半圆型横截面的分离道,且设立在含有出模杆的一半模貝上。流道表层务必打磨抛光以降低流动性摩擦阻力出示迅速的充模速率。过流道的规格决策于塑胶种类,产品的规格和薄厚。对大部分热固性塑料而言,分离道横截面总宽均不超过8米,超大的达到10-12m,特小的2-3M。在满足要求的前提条件下应尽可能减少截面,以提升分离道赘物和增加制冷時间。
进胶口
它是接入流行道(或分离道)与凹模的安全通道。安全通道的截面能够 与流行道(或分离道)相同,但一般 全是变小的。因此它是全部流道系统软件中截面最少的一部分。进胶口的样子和规格对产品品质危害非常大。
进胶口的功效是:
A、操纵料流速率:
B、在注入中可因存于这些的耐磨材料早凝而避免逆流:
C、使根据的耐磨材料遭受极强的裁切而上升溫度,进而减少表观粘度以提升流通性:
D、便于产品与过流道系统软件分离出来。进胶口样子、规格和部位的设计方案在于塑胶的特性、产品的尺寸和构造。一般进胶口的横截面样子为矩形框或环形,截面宜小而长短宜短,这 不但根据所述功效,还由于小进胶口增大较非常容易,而大进胶口变小则很艰难。进胶口部位一般应取在产品更厚而又不危害外型的地区。
进胶口规格的设计方案应充分考虑塑胶溶体的特性。凹模它是模貝中成形塑胶制品的室内空间。作为组成凹模的部件通称为成形零件。
每个成形零件经常出现专用型名字。组成产品外观设计的成形零件称之为型腔(又被称为阳模),组成产品內部样子(如孔、槽等)的称之为型芯或模座(又被称为阳模)。设计方案成形零件时最先要依据塑胶的特性、产品的几何图形样子、标准公差和应用规定来明确凹模的整体构造。
次之是依据明确的构造挑选分析面、进胶口和排出气孔的部位及其出模方法。
最终则按操纵品规格开展各零件的设计方案及明确各零件中间的组成方法。塑胶溶体进到凹模时具备很高的工作压力,故成形零件要开展有效地选料及抗压强度和弯曲刚度的校对。
为确保塑胶制品表层的光滑美观大方和非常容易出模,凡与塑胶触碰的表层,其表面粗糙度Ra>0.32um,并且要抗腐蚀。成形零件一般都根据热处理工艺来提高硬度,并采用抗腐蚀的不锈钢板材生产制造。
控温系统软件
为了更好地考虑注入加工工艺对模貝溫度的规定,必须有控温对系统模貝的溫度开展调整。针对热固性塑料用注塑模具,主要是设计方案制冷系统使模貝制冷。模貝制冷的常见方法是在模貝内设立冷却循环水安全通道,运用循环系统流动性的冷却循环水带去模貝的发热量;模貝的加温除可运用冷却循环水安全通道开水或蒸气外,还可在模貝內部和周边安裝电加热器元器件。
成形零件
就是指组成产品样子的各种各样零件,包含后模、前模和凹模、型芯、成形杆及其排气管等。成形构件由型芯和型腔构成。型芯产生产品的内表层,型腔产生产品的外表层样子。锁模后型芯和凹模便组成了模貝的凹模。按加工工艺和生产制造规定,有时候型芯和型腔由多个拼块组成,有时候制成总体,仅在易毁坏、难生产加工的位置选用镶件。
排气管
它是在模貝中设立的一种槽形排气口,用于排出来原来的及耐磨材料带到的汽体。耐磨材料引入凹模时,原存于凹模内的气体及其由溶体带到的汽体务必在料流的终点根据排气管向模外排出来,不然可能使产品含有出气孔、接欠佳、充模不满意,乃至囤积气体因受缩小造成高溫而将产品烫伤。
一般状况下,排出气孔既可建在凹模内耐磨材料流动性的终点,也可建在模具的分析表面。后面一种是在型腔一侧设立深0.03-0.2毫米,宽1.5-6毫米的浅槽。注入中,排出气孔不容易有很多耐磨材料外渗,由于耐磨材料会在该点制冷干固将安全通道堵住。排气管的设立部位切忌冲着实际操作工作人员,防止耐磨材料出现意外喷出来致伤。除此之外,也可以运用顶出杆与顶出孔的相互配合空隙,顶块和脱模版与型芯的相互配合空隙等来排气管。
构造零件
它就是指组成模具设计的各种各样零件,包含:导向性、出模、抽芯及其分析的各种各样零件。如前后左右直发夹板、前后左右扣模版、耐压板、耐压柱、导向性柱、脱模版、出模杆及往返杆等。
1.导向性构件
为了更好地保证后模和前模在锁模时要精确对中,在模貝中务必设定导向性构件。在注塑模具中一般 选用四组定位销与导柱来构成导向性构件,有时候还需在后模和前模上各自设定相互之间符合的内、外球面来輔助精准定位。
2.发布组织
在出模全过程中,必须有发布组织将塑胶制品以及在过流道内的凝料发布或拖出。发布固定不动板和推板用于夹紧摆杆。在摆杆中一般还固定不动有校准杆,校准杆在动、前模锁模时使推板校准。
3.侧抽芯组织
一些含有侧凹或侧孔地塑胶制品,在被发布之前务必先开展侧面分析,抽出来侧面型芯后才能成功出模,这时必须在模貝中设定侧抽芯组织。
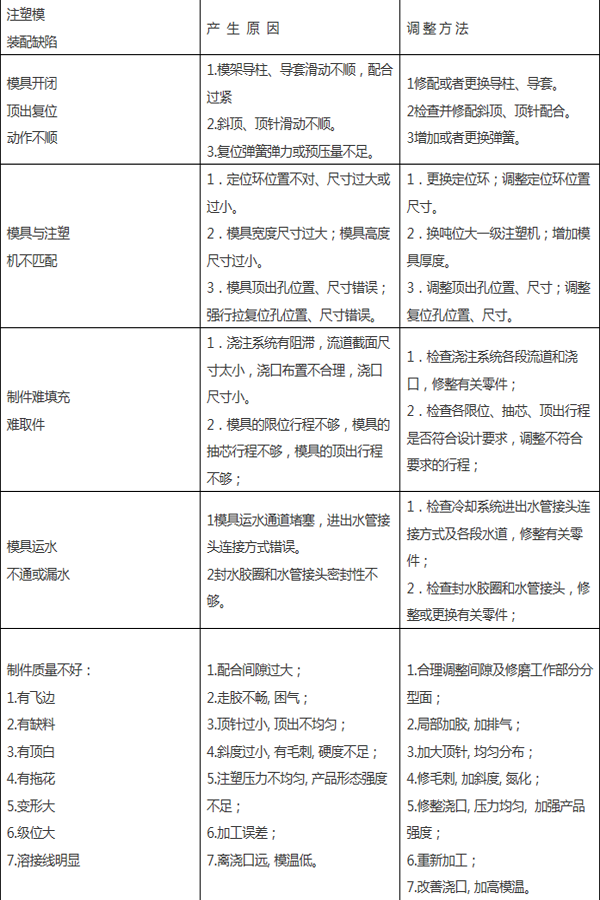
塑料模具普遍缺点以及调节方式
来源于:模貝人杂志期刊







