
高光无痕注塑模具设计十大要素
已有人阅读此文 - -现阶段,绝大多数的电器产品外型零部件全是注塑成形获得的。在注塑全过程中,易出現溶接痕、气痕、形变等缺点;高光无痕迹模具可以处理所述缺点。下边大家就一起来看一下高光无痕迹注塑模具设计方案十大因素。
一、高光无痕迹注塑的原理
1.温度较高
模具成形对温度规定较高(一般为80℃-130℃上下),在注塑转到保压后改成冷却循环水,使模具温度降至60-70℃。较高的模温下保压成形有益于清除溶接线、气痕、商品热应力等缺点。因而模具在工作中时要开展加热解决,为了更好地避免发热量损害,一般 都是会在前模侧加隔热材料。
2.模芯表层极其明亮(一般为镜面玻璃2级或高些)
高光模具生产制造出的商品能够立即用以电脑装机(安装),不用做一切金属表面处理。因而它对模具不锈钢板材及塑料材料的规定都很高。
3.热流道系统的热喷嘴较多
每一个热喷嘴务必带封针且有单独的气管,根据继电器及时间控制器等开展独立操纵,完成分时图进胶,进而做到操纵乃至清除溶接痕的目地,操纵方法繁杂。
4.加热方法
模具加热的方法一般 有水蒸汽(开水)加热和电加热棒(管)加热二种。水蒸汽(开水)加热方法是根据特殊的温度控制机在注塑全过程中给模具键入蒸汽(开水),进而使模具迅速提温;在注塑完后用凉水制冷模具,使模具快速降温。电加热的方法与水加热温度控制机,在原理上是一样的,便是热原不一样,电加热是二次能源,水加热是三次电力能源,按原理而言电加热电力能源耗损少,使用率高、环保节能经济效益好。方便使用、所以说:如果是平板电脑(面)商品還是选用电加热方法实慧。
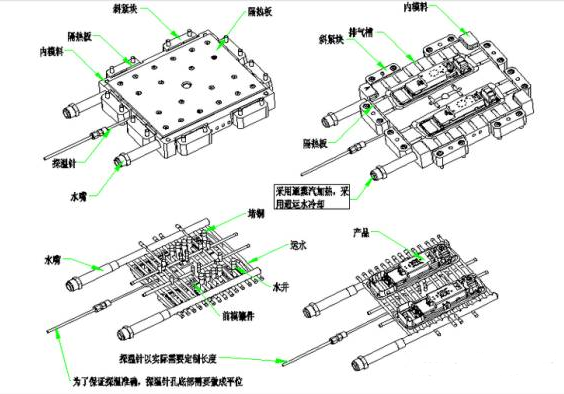
图:水蒸气加热
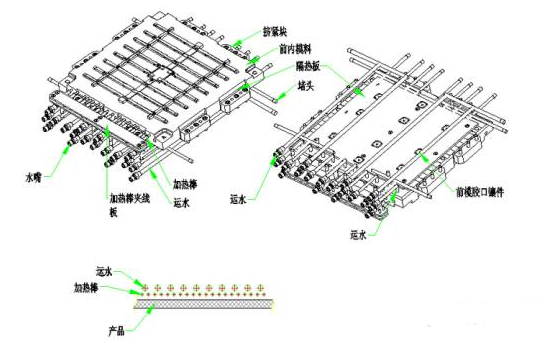
图:加热棒加热
二、模具原材料
1 .商品表层一般规定的模具原材料能用:NK80(日本大同市)等;
2.高光规定原材料采用:S136H(德国)、CEANA1(日本)等;
3.NK80可无需热处理解决;S136H应在初加工后热处理至52度;CEANA1自身具有42度也不用热处理解决(提议用此不锈钢板材,因不危害事后生产加工或修改);
4.法国葛利兹知名品牌中也有非常好的挑选:CPM40/GEST80
图 高光模具
三、模具水路设计方案
1.水路直径尺寸设计方案
水路选用5-6毫米尺寸的直径;水龙头用1/8或3/8的牙(模具侧),另一侧用3/4英制螺纹(旧式接线方法);管材原材料用不锈钢钢管;如今大家改为一进一出,分离口最好做在模具内,插口选用能径用DN25联接,那样能源耗损少,实际操作便捷、插口便捷。
2.商品面设计方案
水路一侧离商品面一般采用5-6毫米;选变大对模具提温時间有影响,选变小对模具的抗压强度有影响。水路平行面商品面需要平匀称排列(原质管理中心15mm等间距遍布)热电阻应设计方案在两水路正中间,深层在50毫米之上,较大 不超过去100毫米,视模具定结构而灵便把握。每件模具PT100是一配一的,维持它的精确度,务必把它插进模具凹模模仁内,并多方面固定不动。用导线连到模具两侧,再联接到温度控制机电源插座上。
3.模具水路连接头设计方案
模具水路连接头务必设计方案在模具左右侧端或后面端;实际操作侧(站人一侧)不允许有水路进出口贸易或自来水管排列,防止管道裂开汤伤生产制造工作人员。谨记!
4.模具出入水龙头设计方案
模具出入水龙头处选用分离板设计方案,水热模具温度控制系统仅有一进一出插口,以降低太多的自来水管联接,降低能源多余的耗损;且做到**与环保节能的目地。且金属波纹管表面用隔热保温胶布盘绕,具有隔热保温与**的功效。
5.模具的工程施工孔眼
模具的工程施工孔眼(不必的孔眼),要用管接头阻塞,保证不漏汽渗水,方式是先用铜堵,随后再用光洁度喉牙加耐高温胶密封性;高光模具对冷却循环水道的排列较为注重(水热模具水路是同用的),好的水路排列不但能够进一步提高注塑高效率,并且在改进产品品质层面也具有关键功效。高光模具的水路不但要匀称并且务必要充足(要有充足的总数)。
那样对模具提温就迅速;另外,选用延长自来水管立即将模芯运水引出来而不选用密封环,那样可避免模具长期性在高溫下工作,导致密封环脆化,也可减少很多模具的检修成本费。值的一提的是,高光模具的运自来水管务必选用耐腐蚀材料(250℃)金属波纹管。
髙压1.5Mpa的金属波纹管,以避免超高压下水管道崩裂。针对圆形商品选用环状接水;针对长条状商品选用平行面接水水路。针对高宽比起伏大的商品选用深水井方式;针对异型商品选用与商品外观一至的三维接水方法。
四、模具隔热保温系统软件
1.模具镶芯设计方案
模具前模镶芯或后模镶芯四面要保证掏空解决;模框与镶芯要有一定的空隙(视模具原材料的线膨胀系数,单双面毫米)。避免模框澎涨,以降低模仁于模框的表面,保证使能源耗损降到最低;模仁与模框的锁住选用斜契式或其他相近方法,前端开发选用隔热保温实际效果显著的烟尘环氧树脂或其他原材料(如石棉橡胶板)。
2.模框设计方案
模框与镶芯的详尽构造,模框的冷却循环水十分关键,为避免模仁中的能源传到模框,要在挨近定位销部位,左右排列一圈接水
3.导柱设计方案
导柱健身运动位置尽量选用石墨材料或是把定位销前端开发避空解决,相互配合处要是确保25mm长短就充足了;
五、模具进胶口设计方案
模具进胶口设计方案要尽量地降低溶接痕,并有益于排气管及降低裁切。对选用水加热温度控制机的模具,进胶口规格要开得大一些而且尽可能选用大进胶口进胶,不在危害商品功能及成形高效率下,进胶口应尽可能减少其长短、深层、总宽。
1.进胶口过小
若进胶口过小,则易导致填充不够(短射)、收拢凹痕、溶接线等外型上的缺点,且成形收拢会扩大。
2.进胶口过大
进胶口过大,则进胶口周边造成过乖的内应力,造成 产口形变或裂开,且进胶口的除去生产加工艰难等。
最好是采用一个进胶口,除非是流动比超出具体的極限。环氧树脂的流动性长短趋势图,可能出示在某一明确的成形标准下原材料的流动性长短。好几个进胶口常常造成溶接线与溶接痕。除开长、窄的商品,选用单进胶口可能保证更一致的原材料、温度、保压遍布,便于更强的相互配合的实际效果。
六、模具排气管
尽量的在商品周边间隔11mm为一段,分布均匀开排气管槽,深层为0.15mm;商品正中间全瓷贴面也必须排气管设计方案。
七、模具的分析面相互配合
由于高光模具的温度高矮有非常大的起伏,因此 全瓷贴面相互配合规定较高,另外要降低全瓷贴面的总面积,分析面四周有11mm相互配合就可以了。
八、加热棒(管)高光模具设计方案
1、在进胶口处左右侧要有电加热棒(管),冷却循环水孔一般为6毫米(能大更强);两排水口管理中心间距为15-20毫米;加热棒壁离商品表层间距为5毫米,两加热棒中间的管理中心间距为20毫米;冷却循环水于加热棒壁间距为6-8毫米,有标准得话最好是与电加热棒交叉排列。
2、芯模腔接水可以用耐热密封环密封性或是选用硬密封方法。
3、加热棒直徑为4.92mm,模具设计方案时为5毫米,安装加热棒前先用5毫米的模具顶针磨刀口把加热棒的毛边除掉。
4、模具出入水龙头处选用与水蒸气加热模具一样的分离板设计方案(冷却循环水),由于电加热模具自动控制系统仅有一进一出的水道管路。
九、高光模具对商品的规定
高光模具对产品构造规定很严苛,越明亮的商品对光的反射实际效果越比较敏感,表层稍有缺陷迅速便会被发觉,因而如何解决缩水率难题是高光商品的主要难题。一般的商品筋位薄厚不超过行为主体胶位薄厚的0.6毫米倍便不缩水,也就是说缩水率较小不容易被发觉,可忽略。但对高光商品来讲,那样的规定还不够,还需将商品筋位的薄厚减少到不超过行为主体胶位薄厚的1倍,针对镙丝柱位还务必做死火山式斜导柱构造。
十、高光模对塑料材料的挑选
现阶段常见高光塑料材料一般是ABS PMMA和ABS PC、PMMA、ASA等。
做为常见的外壳原材料,ABS PC的商品在抗冲击性、表层光滑度及其强度层面都比HIPS好,因此 在生产制造高光商品时,一般 采用的是高光ABS材料。假如必须耐侯,能够能会挑选ASA,在强度层面很有可能便会挑选PMMA合金制品。下边就实际说一下ABS材料。

1.ABS的溶体黏度怎样操纵?
ABS归属于不定形高聚物,无显著溶点。因为其型号等级多种多样,在注塑全过程中应按等级的不一样制定适合的加工工艺主要参数,一般在160℃之上,270℃下列就可以成形。在成形全过程中、ABS耐热性不错,可列举的范畴很大,不容易出現溶解或溶解。且ABS的溶体黏度适度,其流通性比聚乙烯(PS)、聚碳酸(PC)等好些,并且溶体的制冷干固速率较为快,一般在5~15秒内就可以冷固。
2.ABS的吸水性怎样操纵?
ABS的流通性与注入温度和注入工作压力都是有关联,在其中注入工作压力稍比较敏感些。因此,在成形全过程中可从注入工作压力下手,以减少其溶体黏度,提升充模特性。ABS因成分的不一样,吸湿及黏附水的特性各不相同,其表层黏附水及吸水性在0.2%~0.5%,有时候达到0.3%~0.8%中间,为了更好地获得较为理想的产品,在成形前作干躁解决,使水分含量降到0.1%下列。不然制品表层可能出現汽泡、丝条等缺陷。一般 塑料材料必须加1%金属粉末提升高光金属材料实际效果。
来源于:艾邦高分子材料







