
延伸生产周期,降低本钱具有创新价值
已有人阅读此文 - -塑料薄膜、板片的热成型加工中,经常会遇到因聚合物降解导致的产品质量问题。原料一旦发生降解,一般会引起其机械性能改变,如弹性消失、强度的降低、黏度的增加等等。产品的直观表征如产品发黄、有黑点(焦料),两端产品容易裂边、断边等,部分物料降解后就会在模腔中逐渐堆积粘附在模腔表面,甚至堵塞模腔影响产品的正常生产。缩短物料在模腔中的停留时间降低物料降解的风险,对生产高质量的产品,延长生产周期,降低成本具有创新价值。
具体案例
通常情况下,如果滞留时间过长,物料降解后粘附在模腔中,特别在衣架流道分流处以及两个末端容易产生堆积。如图1所示:流道内出现明显的物料滞留及碳化。如果原料在流道末端停留时间过长,原料特性发生改变,产品边缘容易出现裂边等现象。针对在生产过程中出现的上述问题,设计师必须考虑缩短物料的滞留时间,以对平模头的流道进一步改进优化。最大可能地减少物料在模腔中的停留时间,提高产品质量及连续生产的稳定性。
目前市面上最常见的挤出平模头流道设计有衣架式和支管式两类。下面就改进前后的模拟计算分析数据对比与大家一起分享探讨。单从料流的压力分布,缩短停留时间以及取得均匀的流速数据看,衣架式流道设计无疑是最佳选择。但并非所有的模头衣架式流道设计就是最佳的设计方案,由于衣架式流道设计中间流道与两端的流道呈一定的夹角设计(如图2所示)。

对于幅宽比较宽的模头来说,模体的宽度L需要非常宽才能满足衣架流道设计的布局,其次由于中间流道比较靠近进料口端面,从衣架分流开始到模唇出口这段距离变得很长,中间位置模体紧固螺钉的排布比较靠后L0很短,L1很长,模体在挤出压力的作用下会发生涨模变形,整个模腔由于变形其流道参数已经发生了很大的变化,其最终的结果是料流的均匀性、压力等完全与设计的参数不相符。那么有没有一种更加合理的流道设计即能满足宽幅挤出平模头的模体强度设计问题又能有效缩短物料的停留时间呢?
为此我们做了大量的模拟分析研究和数据对比分析,并从中取得了一定的成果,一种改进的优化的支管式流道设计有令人惊喜的表现。
优化解决
下面就以有效出料宽度3500mm的流延膜模头为例,模拟生产原料CPE,挤出量1500kg/h做模拟计算分析,就以往标准的支管式流道设计和改进优化后的支管式流道设计做分析对比。
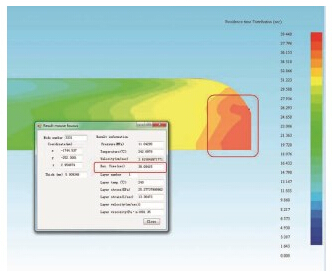
早期的支管式流道可以设计得到合理的挤出压力和均匀的流速,缺点是原料在流道的端部停留时间比较长,不利于长期生产,端部制品产生缺陷的概率大。优化支管式流道设计后可以惊喜的发现所有设计参数都趋于更加合理。
改进优化后的支管式流道物料的停留时间,从原设计所需的193秒缩短到现在的39秒,有了大幅的缩短,进一步解决了因为物料滞留导致的制品缺陷。精诚提出的创新优先归根到底还是要围绕着客户的实际需求,也一直在探索塑料薄膜、板片挤出加工中制品缺陷引起的原因以及相关的解决办法。为连续长期稳定生产提供最佳的模头定制化设计方案,为最终用户降低生产成本创造价值。
精诚将持续与产业链伙伴互动合作,重点关注高精度模头技术进步,提升科学价值并帮助客户实现商业抱负。
来源:CPRJ 中国塑料橡胶







