
多物料注塑成型的留意事项
- 注塑工艺- 阅 104
二次注塑与共注塑、双注塑及夹层注塑一样,都属于多材料注塑技术。多材料注塑的基本思路是将2种或多种不同特性的材料结合在一起,从而提高产品价值。第一种注入材料称为基材或者基底...
注塑成型缺陷之熔接痕处置方案
- 注塑工艺- 阅 137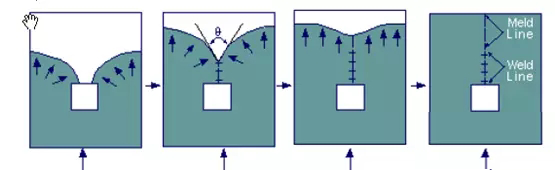
一、熔接痕形成机理 熔接痕(有称夹水纹)是由模具不同位置浇口处流出的熔融塑料汇聚时形成的交接痕迹。熔接痕的形成原因是由于各浇口流出的熔料经过形状复杂的型腔到达汇聚处时各自的温...
UPVC塑料注塑成型工艺进程剖析
- 注塑工艺- 阅 243
pvc也叫做硬PVC,它主要是氯乙烯单体经过聚合反应之后而做成的一种无定形热塑性树脂,在通过添加一定的添加剂,例如稳定剂、润滑剂、填充剂等组合而成的一种产品。 除了用添加...
注塑机机械手的设置与维护
- 注塑工艺- 阅 113
自动化机械手可能会产生故障的原因,由于机械手衔接部位大大都是螺丝固定,可能会因为长时间震动形成螺丝松动松脱;而形成机械手散架,部件的衔接块断裂等。另一方面机械手震动的缘由...
注塑缺陷:注塑中背压的构成
- 注塑工艺- 阅 154
一、 背压的形成 在塑料熔融、塑化过程中,熔料不断移向料筒前端,且越来越多,逐渐形成一个压力,推动螺杆向后退。为了阻止螺杆后退过快,确保熔料均匀压实,需要给螺杆提供一个反方...
注塑制品褪色的缘由及影响要素
- 注塑工艺- 阅 316
塑料着色制品受多种因素影响会发生褪色。塑料着色制品的褪色与颜料、染料的耐光性、抗氧性、耐热性、耐酸碱性以及所用树脂的特性有关。应根据塑料制品的加工条件和使用要求,在生产母...
注塑制品毛刺过大缘由剖析
- 注塑工艺- 阅 628
毛刺过大多发生在分合面上,即动模与静模之间、滑块的滑配部位、镶件的缝隙、顶杆孔隙等处流入熔料,在制件上形成多余的飞边毛刺。 这样的飞边毛边毛刺,在成型时起杠杆作用、会使飞...
这些LCP注塑成型知识,你不一定都晓得!
- 注塑工艺- 阅 731
1. LCP料的处理工艺(液晶聚合物) 重点:LCP料使用前应烘干,温度约150℃左右,时间约4~6小时,除湿后的LCP料剩余水分的含量...
说说注塑机光滑失败的毛病处理
- 注塑工艺- 阅 292
注塑机润滑系统由润滑油泵,润滑油(脂),油管,润滑分配器,润滑点组成。润滑油经油泵压缩到油分配器,再分配到各润滑点,以达到润滑注塑机各运动部件的目的。注塑机设有自动集中润滑...
注塑缺陷浮纤的原因剖析和处理方案
- 注塑工艺- 阅 560
注塑生产时,你是否也常常有遇到浮纤问题,露纤就是玻璃纤维露在产品表面,比较粗糙,外观上比较难以接受,产生的可能原因分析:在添加这类填充物的时候,一般是采用物理混合方法,...
注塑温度、速度对产品缩水的影响
- 注塑工艺- 阅 592
...
如何设计注塑模具的浇口?
- 注塑工艺- 阅 272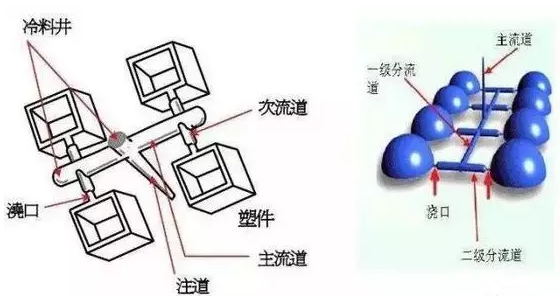
浇口的设计和塑件的尺寸、形状模具结构,注射工艺条件及塑件性能等因素有关。但就基本作用来说,浇口截面要小,长度要短,因为只有这样才能满足增大流料速度,快速冷却封闭,便于塑...
注塑产品银纹(料花)如何处置?
- 注塑工艺- 阅 360银纹(料花)各种银丝均产生于从流料前端射出的挥发物。 例如,降解银丝是热塑性塑料受热后发生部分降解,以及气体分解时形成小气泡分布在塑件表面上,这些小气泡在塑件表面留下的痕迹一...
注塑模具出毛病,教你几个扫除小绝招!
- 注塑工艺- 阅 1431、导柱损伤 导柱在模具中主要起导向作用,以保证型芯和型腔的成型面在任何情况下互不相碰,不能以导柱作为受力件或定位件用。 在以下两种情况下,注射时动、定模将产生巨大的侧向偏移...
聚乙烯注塑成型工艺简述
- 注塑工艺- 阅 643
聚乙烯为典型的热塑性塑料,是无臭、无味、无毒的可燃性白色粉末。成型加工的PE树脂均是经挤出造粒的蜡状颗粒料,外观呈乳白色。其分子量在1万一l0万范围内。 分子量超过10万的则为超高...