
























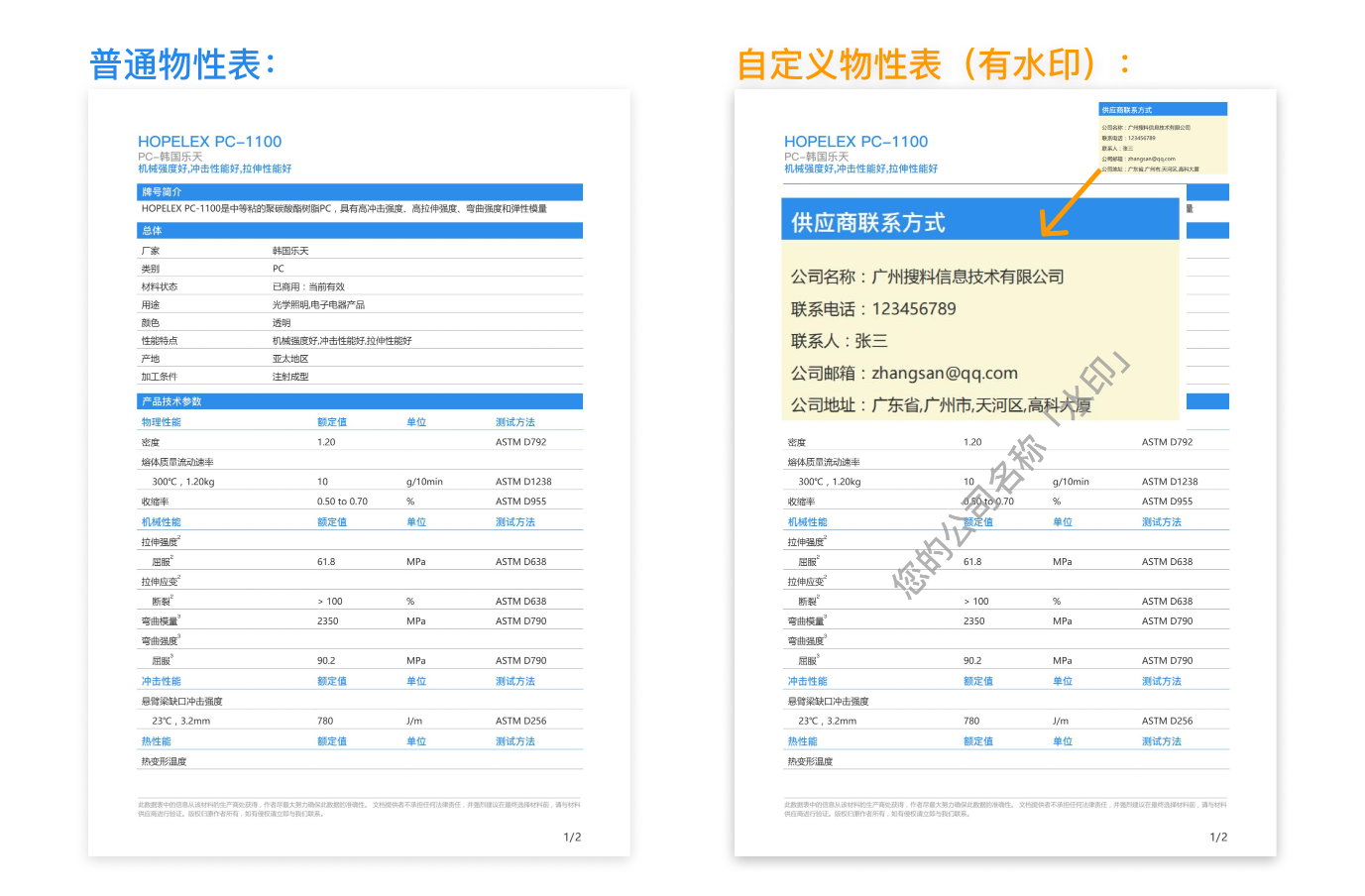
物性表自定义
公司信息及水印
公司信息及水印


下载中文物性表

下载英文物性表
下载原厂物性表

邮件发送/他人
| 牌号简介 About |
|---|
| Arnitel® EL250-08是一种热塑性聚酯弹性体 (TPC-ET)材料,。 该产品在北美洲、欧洲或亚太地区有供货,加工方式为:注射成型。 Arnitel® EL250的主要特性为:阻燃/额定火焰。 |
产品描述 Product Description
厂家:德国恩骅力 Envalior
类别:TPC-ET
加工条件:注射成型 Injection Molding
| 技术参数 Technical Data | |||
|---|---|---|---|
|
物理性能 PHYSICAL |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
密度 Density |
1.08 | g/cm³ | ISO 1183 |
|
表观密度 Apparent density |
0.65 | g/cm³ | ISO 60 |
|
熔体体积流动速率 Melt Volume Rate |
|||
|
230℃,2.16 kg 230℃,2.16 kg |
41.0 | cm³/10min | ISO 1133 |
|
吸水率 Water Absorption |
|||
|
饱和,23℃ Saturation, 23 ℃ |
注册或登录后
所有资料免费
|
% | ISO 62 |
|
冲击性能 IMPACT |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
简支梁缺口冲击强度 Charpy Notched Impact Strength |
注册或登录后
所有资料免费
|
ISO 179/1eA | |
|
-30℃ -30℃ |
注册或登录后
所有资料免费
|
||
|
悬臂梁缺口冲击强度 Izod Notched Impact strength |
注册或登录后
所有资料免费
|
ISO 180/1A | |
|
-20℃ -20℃ |
注册或登录后
所有资料免费
|
||
|
23℃ 23℃ |
注册或登录后
所有资料免费
|
||
|
热性能 THERMAL |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
熔融温度 Melting temperature |
注册或登录后
所有资料免费
|
℃ | ISO 11357-3 |
|
线性热膨胀系数 Coeff.of linear therm expansion |
注册或登录后
所有资料免费
|
ISO 11359-2 | |
|
MD MD |
注册或登录后
所有资料免费
|
1/℃ | |
|
TD TD |
注册或登录后
所有资料免费
|
1/℃ | |
|
电气性能 ELECTRICAL |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
体积电阻率 Volume resistivity |
注册或登录后
所有资料免费
|
ohms·cm | IEC 60093 |
|
机械性能 MECHANICAL |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
邵氏硬度 Shore hardness |
注册或登录后
所有资料免费
|
||
|
邵氏 D,3 秒 Shore D, 3 seconds |
注册或登录后
所有资料免费
|
ISO 868 | |
|
拉伸模量 Tensile modulus |
注册或登录后
所有资料免费
|
MPa | ISO 527-2 |
|
拉伸强度 tensile strength |
注册或登录后
所有资料免费
|
ISO 527-2 | |
|
断裂 fracture |
注册或登录后
所有资料免费
|
MPa | |
|
5% 应变 5% strain |
注册或登录后
所有资料免费
|
MPa | |
|
10% 应变 10% strain |
注册或登录后
所有资料免费
|
MPa | |
|
50% 应变 50% strain |
注册或登录后
所有资料免费
|
MPa | |
|
100% 应变 100% strain |
注册或登录后
所有资料免费
|
MPa | |
|
标称拉伸断裂应变 Nominal tensile fracture strain |
注册或登录后
所有资料免费
|
% | ISO 527-2 |
| 备注 |
|---|
| 1 一般属性:这些不能被视为规格。 |
| 2 10°C/min |
|
【新闻资讯】查看全部 
溴素市场有所走弱
2021-07-12 搜料网资讯: 近日,国内溴素市场有所走弱。目前国内溴素主流报价4.49万元/吨,较6月底下滑0.88%。 6月中旬前后,莱州库存集中流入市场,进口溴素到港,而下游需求逐步转淡,溴素现 |
|
溴素市场有所走弱 搜料网资讯:近日,国内溴素市场有所走弱。目前国内溴素主流报价4.49万元/吨,较6月底下滑0.88%。 6月中旬前后,莱州库存集中流入市场,进口溴素到港,而下游需求逐步转淡,溴素现货供应稍显宽松;6月底,“七一”百年庆典临近,业者对后市需求存担忧让利出货。 供应方面,“七一”期间,昌邑地区、寿光羊口及唐山一带溴企集中停车,为期3天左右,局部7~9天,莱州地区溴企停产时间或延续至7月底。另外,部分未停产企业在此期间相应降负荷运行;大连及唐山个别溴企因为降水影响,上月底停车后尚未恢复,溴素供应量较前期稳中有降。北方雨季临近,海水溴素产量存下滑预期,且近期潍坊主力溴企装置存检修计划,溴素市场供应将减少。 需求方面,前期北方中间体、阻燃剂厂停车较多,短则3~9天,长则15~25天。目前山东主力阻燃剂厂装置虽已恢复,不过终端市场需求表现不佳,厂家多低负荷运转,原料库存消耗为主,接货积极性不高。南方中间体行业随着夏季高温来临,检修企业增多。下游需求明显下滑,对溴素支撑不足。 综上所述,溴素供应虽然偏弱,无奈下游需求支撑不足,且下游主力用户多有进口溴素补充,随着近期部分进口溴素到港,溴素市场弱势难改。不过,从长线来看,溴素供需将处于偏紧状态,价格回落空间有限。 |
|
【免责声明】 广州搜料信息技术有限公司保留所有权利。 此数据表中的信息由搜料网soliao.com从该材料的生产商处获得。搜料网soliao.com尽最大努力确保此数据的准确性。 但是搜料公司对这些数据值及建议等给用户带来的不确定因素和后果不承担任何责任,并强烈建议在最终选择材料前,就数据值与材料供应商进行验证。 |
价格走势图
开始时间:
结束时间:
材料厂家:
【牌号齐全,内容全面】
全网共2500+项牌号+上游原料单体+原油价格,最长可追溯近20年价格行情
【精准,及时,权威!】
专业团队挖掘行情信息,第一时间发布行情
抱歉!该牌号暂无认证数据。
免责声明:参考价格是搜料网根据网络大数据拟合分析的结果,仅供参考。实际成交价取决但不限于以下因素:下单时间,付款方式,交货方式,数量,税费,色号,产地,项目信息。
- 更安全的呼吸机导管
- 2022-08-22 0
- Arnitel® VT材料具有独特的湿气传输能力,可最大限度地减少管道内形成的水分,从而可以简化设计,使呼吸机有可能不再需要加装湿气清除装置。
- 阅读全文
更安全的呼吸机导管

1-优越的湿气透过率(MVTR)
2-速效吸水率
3-极高的耐久性和大于500%的拉伸伸长率
4-卓越的弹性和抗扭结性
5-210°C的高熔化温度,防止管变形
6-可生产轻质、低密度、超薄膜的卓越加工能力
7-100%可回收的聚酯基化学品
8-符合FDA食品接触、USP Class VI、ISO 10993-5和ISO 10993-10标准
9-高纯度,可根据ISO 18562最大限度减少可提取、可浸出物质和挥发性有机化合物(VOC)
2-速效吸水率
3-极高的耐久性和大于500%的拉伸伸长率
4-卓越的弹性和抗扭结性
5-210°C的高熔化温度,防止管变形
6-可生产轻质、低密度、超薄膜的卓越加工能力
7-100%可回收的聚酯基化学品
8-符合FDA食品接触、USP Class VI、ISO 10993-5和ISO 10993-10标准
9-高纯度,可根据ISO 18562最大限度减少可提取、可浸出物质和挥发性有机化合物(VOC)
各国政府和医疗行业领导者正在采取行动来帮助患有慢性阻塞性肺病(COPD)的患者,该疾病是全球第三大死亡原因1。针对COVID-19疫苗的广泛接种降低了需要接受呼吸支持的ICU患者的数量,但由于COPD发病率的上升,对机械呼吸机的需求每年都在提升。从2022年到2030年,预计呼吸机市场将以4.8%的复合年增长率增长2。为帮助全世界的人们对抗呼吸系统疾病,医疗设备制造商正在扩大呼吸机的生产。值得注意的是,残存在呼吸管内的水分会引起呼吸机相关性肺炎(VAP),从而危及患者的健康。帝斯曼的Arnitel® VT材料具有独特的湿气传输能力,可最大限度地减少管道内形成的水分,从而可以简化设计,使呼吸机有可能不再需要加装湿气清除装置。
收起
抱歉!暂无数据。


















 支付宝
支付宝 微信支付
微信支付