
















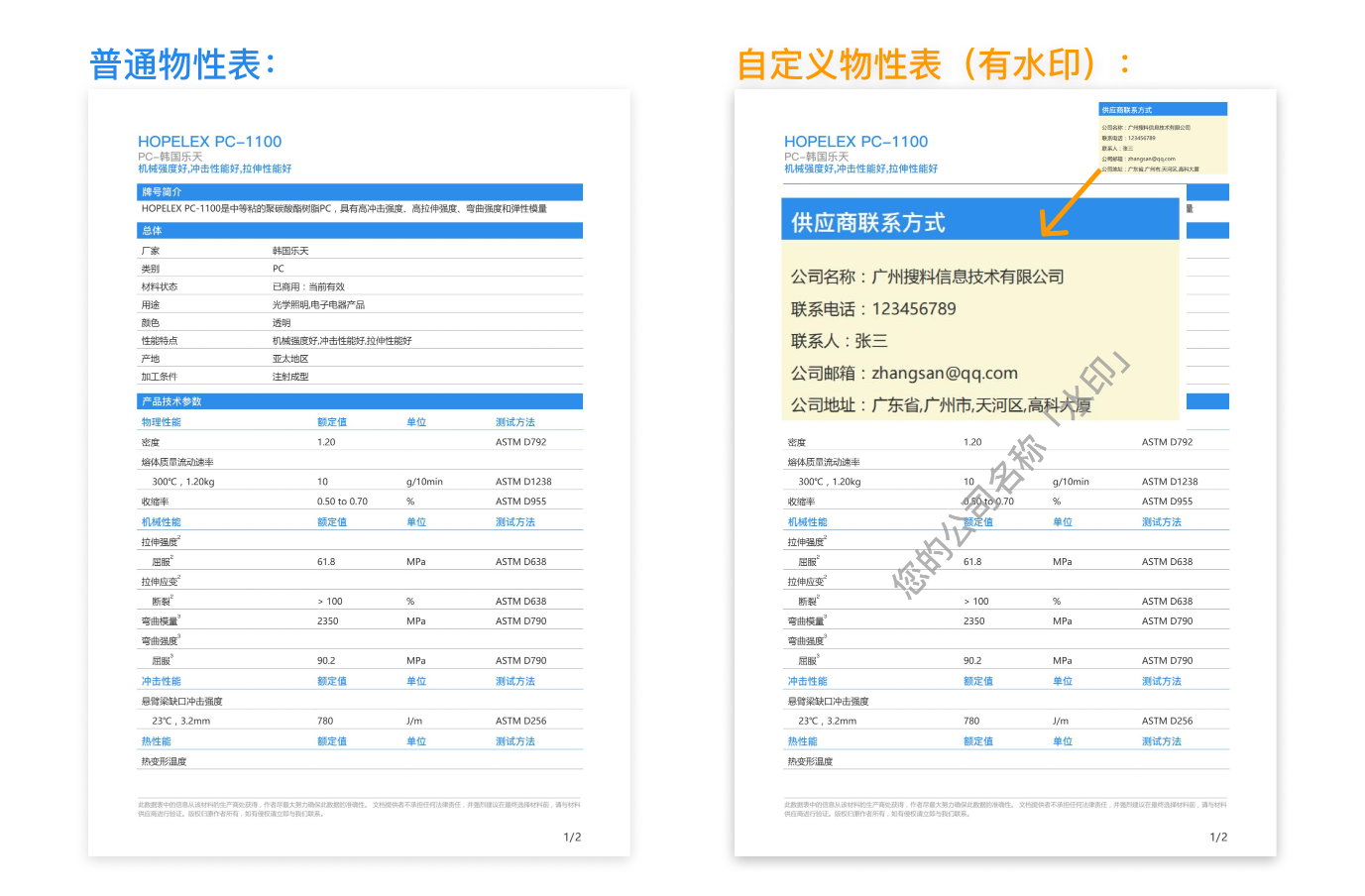
公司信息及水印




| 牌号简介 About |
|---|
| Torelina® A310M是一种聚苯硫醚(PPS)产品,含有的填充物为70% 玻璃矿物。 它,在北美洲、欧洲或亚太地区有供货。 特性包括: 阻燃/额定火焰 抗翘曲 Torelina® A310M is a Polyphenylene Sulfide (PPS) product filled with 70% glassmineral. It is available in Asia Pacific, Europe, or North America. Typical application: Business/Office Goods. Characteristics include: Flame Rated Warp Resistant |
| 技术参数 Technical Data | |||
|---|---|---|---|
|
物理性能 PHYSICAL |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
密度 Density |
2.06 | g/cm³ | ISO 1183 |
|
收缩率 Shrinkage |
Internal Method | ||
|
TD:3.0 mm TD:3.0 mm |
0.50 | % | 内部方法 |
|
MD:3.0 mm MD:3.0 mm |
0.20 | % | 内部方法 |
|
吸水率 Water Absorption |
|||
|
23℃,24hr 23℃,24hr |
注册或登录后
所有资料免费
|
% | ISO 62 |
|
冲击性能 IMPACT |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
简支梁缺口冲击强度 Charpy Notched Impact Strength |
注册或登录后
所有资料免费
|
||
|
23℃ 23℃ |
注册或登录后
所有资料免费
|
kJ/m² | ISO 179 |
|
简支梁无缺口冲击强度 Charpy Unnotched Impact strength |
注册或登录后
所有资料免费
|
||
|
23℃ 23℃ |
注册或登录后
所有资料免费
|
kJ/m² | ISO 179 |
|
热性能 THERMAL |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
热变形温度 HDT |
注册或登录后
所有资料免费
|
||
|
1.8 MPa,未退火 1.8 MPa, unannealed |
注册或登录后
所有资料免费
|
℃ | ISO 75-2/A |
|
熔融温度 Melting temperature |
注册或登录后
所有资料免费
|
℃ | ISO 11357-3 |
|
线性热膨胀系数 Coeff.of linear therm expansion |
注册或登录后
所有资料免费
|
||
|
TD TD |
注册或登录后
所有资料免费
|
1/℃ | ISO 11359-2 |
|
MD MD |
注册或登录后
所有资料免费
|
1/℃ | ISO 11359-2 |
|
电气性能 ELECTRICAL |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
体积电阻率 Volume resistivity |
注册或登录后
所有资料免费
|
ohms·cm | IEC 60093 |
|
介电强度 Dielectric strength |
注册或登录后
所有资料免费
|
kV/mm | IEC 60243-1 |
|
介电常数 Dielectric constant |
注册或登录后
所有资料免费
|
||
|
23 ℃,1 MHz 23 ℃,1 MHz |
注册或登录后
所有资料免费
|
IEC 60250 | |
|
耗散因数 Dissipation factor |
注册或登录后
所有资料免费
|
||
|
23℃,1 MHz 23℃,1 MHz |
注册或登录后
所有资料免费
|
IEC 60250 | |
|
阻燃性能 FLAME CHARACTERISTICS |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
0.36 mm 0.36 mm |
注册或登录后
所有资料免费
|
UL 94 | |
|
补充信息 Supplementary information |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
棒流动长度 Rod flow length |
注册或登录后
所有资料免费
|
||
|
320℃,1.00 mm 320℃,1.00 mm |
注册或登录后
所有资料免费
|
cm | Internal Method |
|
机械性能 MECHANICAL |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
拉伸强度 tensile strength |
注册或登录后
所有资料免费
|
||
|
屈服,23℃ Yield, 23 ℃ |
注册或登录后
所有资料免费
|
MPa | ISO 527-2 |
|
拉伸应变 Tensile strain |
注册或登录后
所有资料免费
|
||
|
断裂,23℃ Fracture, 23 ℃ |
注册或登录后
所有资料免费
|
% | ISO 527-2 |
|
弯曲模量 Flexural Modulus |
注册或登录后
所有资料免费
|
||
|
23℃ 23℃ |
注册或登录后
所有资料免费
|
MPa | ISO 178 |
|
弯曲强度 Flexural Strength |
注册或登录后
所有资料免费
|
||
|
23℃ 23℃ |
注册或登录后
所有资料免费
|
MPa | ISO 178 |
|
剪切强度 shear strength |
注册或登录后
所有资料免费
|
||
|
23℃ 23℃ |
注册或登录后
所有资料免费
|
MPa | JIS K7214 |
|
摩擦系数 Frictional coefficient |
注册或登录后
所有资料免费
|
||
|
泰伯耐磨性 Taber Abrasion |
注册或登录后
所有资料免费
|
||
|
1000 周期 1000 cycles |
注册或登录后
所有资料免费
|
mg | ISO 9352 |
|
洛氏硬度 Rockwell hardness |
注册或登录后
所有资料免费
|
||
|
R 级 R-level |
注册或登录后
所有资料免费
|
ISO 2039-2 | |
| 备注 |
|---|
| 1 一般属性:这些不能被视为规格。 |
| 2 80x80x3 |
| 3 80x80x3mm |
| 4 vs. Metal |
| 5 60% RH |
| 6 98 MPa |
|
【新闻资讯】查看全部 
在线配混免造粒、免干燥直接注塑成型方案:数字化整体解决方案集成
2021-12-03 搜料网资讯: 在伊之密生产车间里,有一条机门滚轮自动化生产线,从原料输送到注塑成型,轴承的镶嵌自动输送和埋入,模内监视,产品自动取出、装箱摆盘、入库等,全过程自动化 |
|
在线配混免造粒、免干燥直接注塑成型方案:数字化整体解决方案集成 搜料网资讯:在伊之密生产车间里,有一条机门滚轮自动化生产线,从原料输送到注塑成型,轴承的镶嵌自动输送和埋入,模内监视,产品自动取出、装箱摆盘、入库等,全过程自动化运行,生产的滚轮用于注塑机装配,公司实现自给自足,不需要对外采购。 这是伊之密全新打造的滚轮自动化整体解决方案,该套设备生产方案覆盖了原料、模具、新工艺、周边辅机集成控制,注塑设备、自动化单元和工业互联等整个塑料加工生态技术。 注塑机电脑对周边辅机和计量设备集成控制,搭载伊之密自行开发的CMS管理系统,工艺参数可同时上传云端实现生产数据远程管理。 作为体现伊之密系统集成能力的标杆项目,该方案升级优化,搭载了在线配混免造粒、免干燥直接注塑成型方案。在注塑成型时,对PA6和玻纤在线按比例计量配混,并对塑料中包含的水分和气体进行充分排除,实现免造粒、免烘干的效果,该方案也经过验证,达到生产及制品高性能的效果。
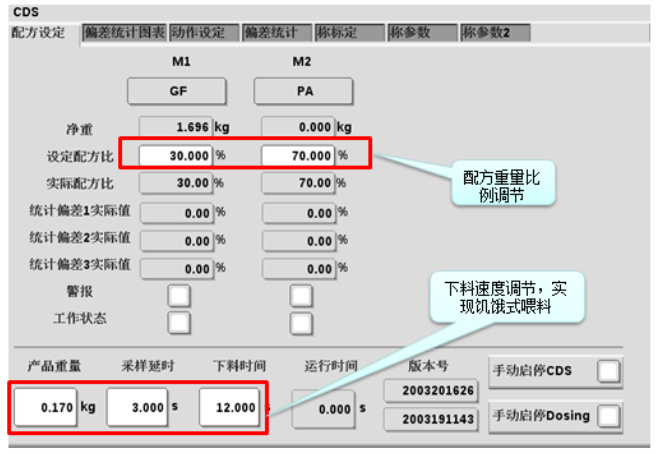
节省工序 省去传统工艺步骤 绿色环保生产模式 注塑成型方案是集“在线配混直接注塑成型”和“免干燥注塑成型”于一身,在线配混免造粒、免干燥直接注塑成型方案,在设备上设置有废气回收接口、抽真空装置、加热塑化塑料的排气塑化系统,排气塑化系统与抽气装置连接;注塑机工作时,通过排气塑化系统加热塑化后的塑料熔体进入排气位置,抽气装置将塑料熔体里的湿气、废气在排气口处抽离,通过废气回收接口,排到集中处理的设备里。 免干燥:传统设备生产工程塑料时需经历:干燥除湿→原料供给→射出成型,有三个大的生产环节,而该成型方案只需经历:原料供给→射出成型,省去了传统注塑机生产塑料产品需要对塑料进行干燥的步骤,达到节能减排、保护环境的目的。 免造粒:在线配混直接注塑成型,是在设备上配备两组或多组计量装置,对需要添加的物料进行实时计量,按设定比列添加到料筒落料口里,闭环控制并实时调控比列,添加的物料在注塑螺杆里混合,直接注塑成型,省去复合配料的造粒环节。
功能升级 新成型装备提升材料综合性能 新型特殊设计的塑化成型系统:注重低剪切和原料的配混与均匀分散。 在排气螺杆基础上增加“等容流变”波浪形结构,实现在整个注塑过程的低剪切配混,以保证玻纤在低剪切的情况下完成注塑成型,较于传统注射成型,减少了造粒环节,除了省去了中间的造粒工序,节约了能耗,同时避免了造粒过程中对物料的二次剪切,特别是玻璃纤维等增强复合材料,二次剪切对该物料折损率非常大,该工艺技术程度的保留了制品中的纤维长度,能最大限度的提升复合材料的综合性能,同时配方调整灵活,按需求生产,在节能和轻量化以及提升塑料回收利用率等方面有较大优势。 一直以来,伊之密从客户价值出发,提供注塑生产自动化整体解决方案,与客户一起梳理生产过程,在线配混免造粒、免干燥直接注塑成型方案克服传统设备生产时出现的弊端,优化生产流程,集几种工艺于一身,实现节能减排的同时,还可优化制品的配方,对配方进行灵活调配,实现最优化生产。
|





|
【免责声明】 广州搜料信息技术有限公司保留所有权利。 此数据表中的信息由搜料网soliao.com从该材料的生产商处获得。搜料网soliao.com尽最大努力确保此数据的准确性。 但是搜料公司对这些数据值及建议等给用户带来的不确定因素和后果不承担任何责任,并强烈建议在最终选择材料前,就数据值与材料供应商进行验证。 |
抱歉!该牌号暂无认证数据。
价格走势图
抱歉!该牌号暂无认证数据。
抱歉!暂无数据。
抱歉!暂无数据。


















 支付宝
支付宝 微信支付
微信支付