
























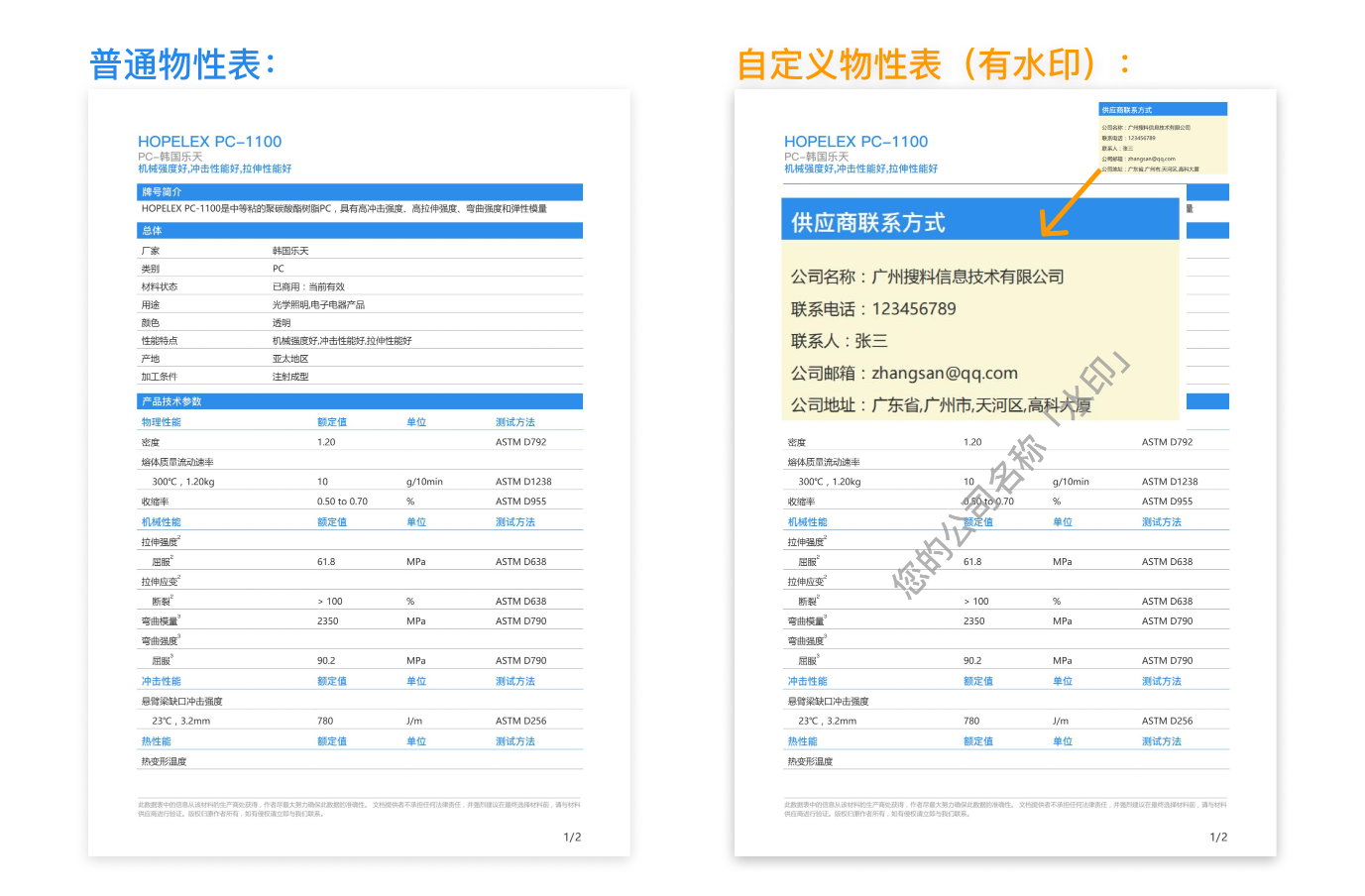
物性表自定义
公司信息及水印
公司信息及水印


下载中文物性表

下载英文物性表
下载原厂物性表

邮件发送/他人
| 牌号简介 About |
|---|
| STYRON A-TECH 1175 高性能聚苯乙烯是一种抗冲击强度高、抗环境应力开裂性能 (ESCR) 好的树脂,用于挤出和热成型应用领域,尤其适合应用于制冷行业。凭借斯泰隆所拥有的专利技术,这种树脂通过抗环境应力开裂测试(ESCR),具有高刚性及良好的热成型等各方面的综合性能,可在热成型工艺中实现减薄以及节约成本。
主要特性:可实现减薄,针对食物和烃类的ESCR性能,在挤出和热成型工艺中加工简便,刚性更高,优异的热成型性能。
应用领域:大型家电/冰箱内衬层 要求ESCR的、通用的挤出/热成型应用领域
符合以下法规要求
欧盟,2002/72/EC
美国食品药品管理局, 21 CFR177.1640 STYRON A-TECH™ 1175 advanced technology polystyrene is a high impact, environmental stress crack resistant (ESCR) resin, designed for extrusion and thermoforming applications, especially for the refrigeration industry. Based on patented technology, this resin allows for potential downgauging and scrap reduction in the thermoforming process through its combination of properties like ESCR, rigidity and thermoforming. Main characteristics: Allows for downgauging ESCR to food stuff and hydrocarbons Ease of processing in extrusion and thermoforming Excellent thermoforming behaviour Increased rigidity Applications: Large Appliance / Refrigeration liners General extrusion / thermoforming applications requiring ESCR Complies with: Europe REGULATION (EC) 10/2011 FDA, 21 CFR 177.1640 Consult the regulations for complete details. |
产品描述 Product Description
厂家:美国盛禧奥 Trinseo
类别:PS(HIPS) PS (HIPS)
用途:衬里;电器用具;
加工条件:片材挤出成型
性能特点: 防火阻燃等级HB; 机械强度好; 冲击性能好; 食品接触; 抗应力开裂; Good Rigidity,High impact resistance,Food contact compliance,High ESCR,HB
| 技术参数 Technical Data | |||
|---|---|---|---|
|
物理性能 PHYSICAL |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
密度 Density |
1.05 | g/cm³ | ISO 1183 |
|
表观密度 Apparent density 2 |
0.60 | g/cm³ | ISO 60 |
|
熔体质量流动速率 Melt Flow Rate |
|||
|
200℃,5.0kg 200℃,5.0kg |
2.8 | g/10min | ISO 1133 |
|
机械性能 MECHANICAL |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
拉伸模量 Tensile modulus |
注册或登录后
所有资料免费
|
MPa | ISO 527-1-2 |
|
拉伸强度 tensile strength |
注册或登录后
所有资料免费
|
||
|
断裂 fracture |
注册或登录后
所有资料免费
|
MPa | ISO 527-2/5 |
|
屈服 yield |
注册或登录后
所有资料免费
|
MPa | ISO 527-2/5 |
|
拉伸应变 Tensile strain |
注册或登录后
所有资料免费
|
||
|
断裂 fracture |
注册或登录后
所有资料免费
|
% | ISO 527-2/5 |
|
弯曲模量 Flexural Modulus 3 |
注册或登录后
所有资料免费
|
MPa | ISO 178 |
|
弯曲强度 Flexural Strength 3 |
注册或登录后
所有资料免费
|
MPa | ISO 178 |
|
冲击性能 IMPACT |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
简支梁缺口冲击强度 Charpy Notched Impact Strength |
注册或登录后
所有资料免费
|
||
|
23℃ 23℃ |
注册或登录后
所有资料免费
|
kJ/m² | ISO 179/1A |
|
悬臂梁缺口冲击强度 Izod Notched Impact strength |
注册或登录后
所有资料免费
|
ISO 180/1A | |
|
-20℃ -20℃ |
注册或登录后
所有资料免费
|
kJ/m² | ISO 180-1A |
|
23℃ 23℃ |
注册或登录后
所有资料免费
|
kJ/m² | ISO 180-1A |
|
热性能 THERMAL |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
热变形温度 HDT |
注册或登录后
所有资料免费
|
||
|
1.8 MPa,未退火 1.8 MPa, unannealed |
注册或登录后
所有资料免费
|
℃ | ISO 75-2/A |
|
0.45 MPa,未退火 0.45 MPa, unannealed |
注册或登录后
所有资料免费
|
℃ | ISO 75-2/B |
|
维卡软化温度 Vicat Softening Temperature |
注册或登录后
所有资料免费
|
||
|
-- -- |
注册或登录后
所有资料免费
|
℃ | ISO 306/A120 |
|
B50 B50 |
注册或登录后
所有资料免费
|
℃ | ISO 306 |
|
阻燃性能 FLAME CHARACTERISTICS |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
阻燃等级 Flame Class Rating 4 |
注册或登录后
所有资料免费
|
||
|
1.50 mm 1.50 mm |
注册或登录后
所有资料免费
|
UL 94 | |
| 备注 |
|---|
| 1 一般属性:这些不能被视为规格。 |
| 2 颗粒度 7 |
| 3 0,079 in/min |
| 4 这个额定值并非为了反映这种或任何其他材料在实际起火条件下造成的危险。 |
|
【新闻资讯】查看全部
安姆科和索罗科敲定2.8亿美元收买买卖
2016-11-11 索罗科(Sonoco)――全球最大的生产工业用和民用包装材料公司之一,最终敲定和澳大利亚包装巨头安姆科(Amcor)的协议,将旗下硬塑吹塑业务以2.8亿美元出售给安姆科。 安姆科将控制位于美国和加拿大的7家制造工厂,主要生产供应个人护理和食品饮料市场的包装容器,总员工850名。此次交易预计会给安姆科带来2.05亿美元的销售额。 索罗科表示此次销售削减将分别给公司第四季度和2017年全年的销售带来约3000万美元和1.75亿美元的影响。此次交易将不会显着影响公 |
|
安姆科和索罗科敲定2.8亿美元收买买卖 索罗科(Sonoco)――世界最大的生产制造工业级和民用型包装原材料企业之一,最后谈妥和加拿大包装大佬安姆科(Amcor)的协议书,将集团旗下硬塑吹塑业务以2.8亿美金售卖给安姆科。 安姆科将操纵坐落于美国和澳大利亚的7家生产制造加工厂,关键生产制造供货个护和食品工业销售市场的包装器皿,总职工850名。本次买卖预估会给安姆科产生2.05亿美金的销售总额。 索罗科表明本次市场销售减少将各自给企业第四季度和2017年全年度的市场销售产生约三千万美金和1.75亿美金的危害。本次买卖将不容易显着危害企业消費包装单位的经营毛利率。 据索罗科老总和CEO Jack Sanders表明,本次作出售卖吹塑业务的决策是为了更好地将重心点放到消費包装组成上边,并出示資源去进一步扩张其总体目标提高业务,在其中包含软包装、热塑性塑胶和用以运送药业、生物制品和预苗的控温包装。 来源于:CPRJ 中国塑料硫化橡胶 |
|
【免责声明】 广州搜料信息技术有限公司保留所有权利。 此数据表中的信息由搜料网soliao.com从该材料的生产商处获得。搜料网soliao.com尽最大努力确保此数据的准确性。 但是搜料公司对这些数据值及建议等给用户带来的不确定因素和后果不承担任何责任,并强烈建议在最终选择材料前,就数据值与材料供应商进行验证。 |
抱歉!该牌号暂无认证数据。
价格走势图
开始时间:
结束时间:
材料厂家:
【牌号齐全,内容全面】
全网共2500+项牌号+上游原料单体+原油价格,最长可追溯近20年价格行情
【精准,及时,权威!】
专业团队挖掘行情信息,第一时间发布行情
抱歉!该牌号暂无认证数据。
免责声明:参考价格是搜料网根据网络大数据拟合分析的结果,仅供参考。实际成交价取决但不限于以下因素:下单时间,付款方式,交货方式,数量,税费,色号,产地,项目信息。
抱歉!暂无数据。
抱歉!暂无数据。


















 支付宝
支付宝 微信支付
微信支付